

Технология порошкового окрашивания
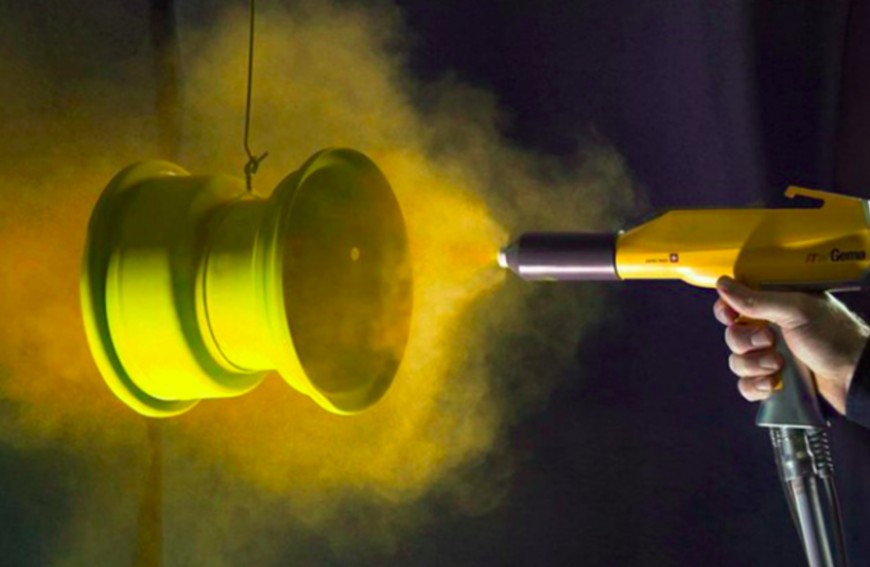
Получить качественное декоративное покрытие на изделии из металла при помощи порошковой краски можно только путем строго соблюдения технологии окрашивания. Методика заключается в том, что сухие частицы краски распыляют на очищенную и обезжиренную поверхность. Ровный однородный слой порошка на изделии обеспечивается тем, что на отрицательно заряженную поверхность металла, частицы краски с положительным зарядом легко прилипают. Чтобы эти частицы превратились в слой краски, их запекают в печи при температуре от 150-250 0С.
Технология порошкового окрашивания состоит из трех этапов:
- подготовка;
- окрашивание;
- полимеризация.
Подготовка поверхности изделия к окрашиванию
Этот этап наиболее долгий и сложный. От предварительной подготовки поверхности металла будет зависеть дальнейшее качество покрытия: прочность, эластичность. Предварительный этап включает в себя:
- очистку от загрязнений;
- обезжиривание;
- фосфатирование.
С металлической поверхности удаляется ржавчина, окислы, грязь. Если старое покрытие оставить, то краска будет плохо сцепляться с поверхностью и покрытие прослужит недолго.
Самый эффективный метод удаления ржавчины и окислов – дробеструйная очистка. Для этого используется песок, стальные или чугунные гранулы. Мелкие частицы под сильным давлением или воздействием центробежной силы подаются на металл и оббивают с него загрязнения.
Можно использовать химическую очистку или травление. Для этого подойдет соляная, серная, азотная или фосфорная кислоты. Это более простой способ, позволяющий обработать большее количество изделий, чем дробеструйная чистка. Но он требует последующего промывания изделия от кислот, что ведет к дополнительным временным и финансовым затратам.
Фосфатирование изделия аналогично грунтованию. Поверхность обрабатывается составом, создающим фосфатную пленку, улучшающую адгезию.
Методы порошковой покраски
Различают четыре метода порошковой покраски: электростатическое распыление, с помощью потока воздуха (fluidized bed), электростатическое распыление с помощью воздушного потока (electrostatic fluidized bed) и нанесение с помощью факела (flame spray).
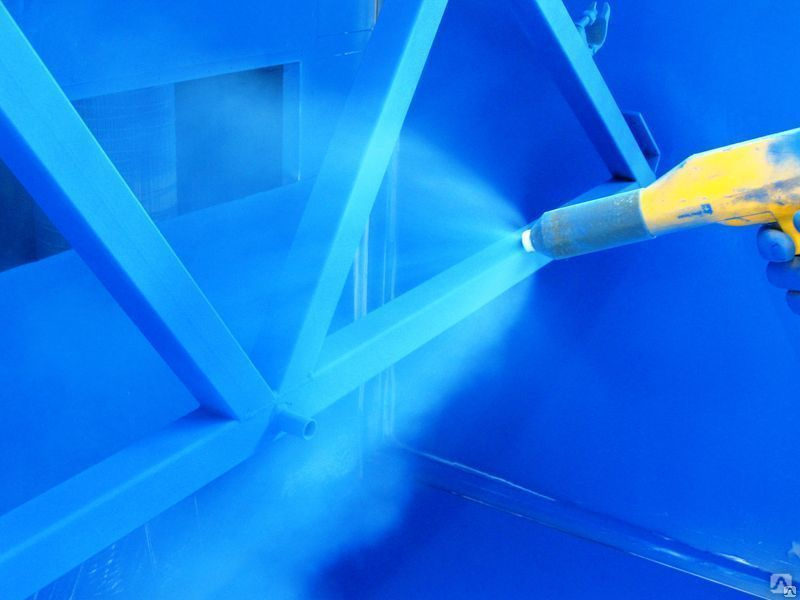
Электростатическое распыление
— наиболее популярный на сегодняшний день метод порошковой покраски. Для всех прикладных методов, подготовка поверхности (то есть, очистка и конверсионное покрытие) должна создавать хорошую основу для нанесения покрытия. Поверхность должна быть подготовлена соответствующим образом. Лучшее качество нанесения краски достигается, если красить так называемой «сеткой Фарадея». Это когда изделие сначала красится вертикально по поверхности, затем горизонтально и выравнивается с небольшим отдалением пистолета в горизонтальном направлении. Рекомендуемое отдаление пистолета от окрашиваемой поверхности составляет 20-30см. Всё зависит от профиля, типа краски и настроек самого пистолета. Определение давления выхода краски, расстояние пламени пистолета от окрашиваемой поверхности и количества смешиваемой краски с воздухом может определить опытной и квалифицированный рабочий (обычно это достигается путём проб и ошибок).
Оборудование для порошковой покраски
Чтобы воспользоваться этим методом окрашивания, вам потребуется определенное оборудование. Среди необходимых для работы приспособлений вам понадобится:
- распылитель;
- камера для запекания краски.
При помощи распылителя будет распыляться непосредственно сам лакокрасочный материал. Этот инструмент бывает двух видов — ручной и автоматический. Камера запекания необходима для осуществления процесса полимеризации. Именно благодаря ему порошок приобретет необходимые свойства, превратившись в надежную плёнку.
Если у вас нет намерения впоследствии регулярно пользоваться технологией порошкового окрашивания, то можно не тратиться на приобретение специальной печи. Ее отлично сможет заменить обычная духовка.
Чтобы процесс покраски проходил по всем правилам, вы должны обеспечить соблюдение определенных условий:
- хорошее освещение;
- достаточная вентиляция.
Особое внимание необходимо уделить последнему пункту: не позаботившись о создании хорошей вентиляции в помещении, вы рискуете нанести серьезный вред своему здоровью. Даже если у вас нет специального помещения для проведения подобных работ, вы можете этим заниматься и в обычном гараже
Что же касается выполнения второго условия, то обеспечить достаточное освещение для качественного проведения покраски можно при помощи обычных ламп дневного света. Если вы решите пренебречь этим требованием и станете проводить порошковую покраску без использования этих источников освещения, то краска при распылении будет оседать на горячие лампы.
Когда вы закончите работу по окрашиванию, вам придется подумать о том, как собрать остатки краски. Лучше всего с этой задачей справится пылесос циклонного типа. Ни в коем случае не используйте обычный агрегат, так как он очень быстро засорится.
Подготовка поверхности к окрашиванию
Советуем запастись терпением, когда вы начнете подготавливать металлическую поверхность к окрасочным работам. Это потребует от вас значительных временных и трудовых затрат. Но помните, что от того, как вы проведете этот важный этап, будет зависеть и конечный результат
Поэтому уделите этому особое внимание
Во время подготовки металла к покраске вам придётся выполнить ряд этапов:
- очистить металлическую поверхность от загрязнений;
- удалить следы жира;
- обработать материал антикоррозионным составом;
- нанести фосфатирующие средства для улучшения сцепления краски.
Обработку поверхности металла можно выполнять вручную или с использованием химических средств. В первом случае вам понадобятся металлические щётки или шлифовальный диск. Дополнительно необходимо протереть металл чистой тканью, предварительно смоченной в растворителе. Второй способ предполагает использование специальных составов — кислот, щелочей и растворителей. При выборе наиболее подходящего состава исходите из типа материала, с которым вам предстоит работать и масштаба и сложности загрязнений.
Во время обработки металла не помешает нанести на него конверсионный подслой. Он защитит краску от проникновения влаги и грязи, что исключит ее отслаивание, а это позволит сохранить результат вашей работы в первозданном виде надолго. Непосредственно на конверсионный подслой можно наносить фосфатирующие средства.









В рамках подготовки поверхности к покраске необходимо не забыть выполнить такую важную процедуру, как пассивирование. Смысл ее заключается в нанесении на поверхность нитратов хрома и натрия. Благодаря этой процедуре вы защитите металл от коррозионных процессов после окрашивания.
Закончив подготовку поверхности и обработав ее необходимыми веществами, обязательно сполосните металл и высушите. После этого можно начинать саму процедуру окрашивания.
Распыление порошка
Возьмите распылитель и начинайте равномерно наносить сухую краску на подготовленную поверхность. Рекомендуется предварительно защитить рабочую зону специальной ширмой, иначе во время окрашивания краска будет разлетаться по всему помещению.
Недостатки порошкового окрашивания
- Плавление порошка производится при температуре выше 150 0С, что не дает возможности окрашивать дерево и пластик.
- Сложно нанести тонкий слой краски.
- Оборудование для сухого окрашивания узконаправленное. В больших печах неэффективно окрашивать маленькие детали, а в небольшой печи нельзя окрасить поверхность большой площади.
- Для каждого цвета необходимо использовать отдельный контейнер.
- Сложно окрашивать предметы нестандартной формы или сборные конструкции.
- Оснащение покрасочной линии требует больших вложений.
- Если на поверхности появятся дефекты, локально устранить их не удастся, придется перекрашивать все изделие.
- Нет возможности делать колеровку, использовать можно только заводские краски.
Организация бизнеса
Данные работы в специализированных центрах сегодня стоят довольно дорого. Если вы хотите попробовать себя в этом деле, то при наличии финансовых средств вполне можете приступать. Конечно, линия порошковой окраски (автоматизированная система) по карману далеко не всем, но благодаря нашим рекомендациям вы сможете некоторые элементы в первое время заменить другими инструментами.
Начните с небольших изделий. Это могут быть гипсовые статуэтки, керамическая посуда и много другое. Попробуйте для начала покрасить что-то в своем доме (начните с того, что не жалко испортить). Постепенно у вас появятся необходимые навыки и сноровка, тогда вы сможете принимать заказы у знакомых. Однако большого дохода ожидать не стоит, если перебиваться только разовыми заказами от физических лиц.
Наилучший вариант развития событий предполагает наличие большого стартового капитала. В этом случае можно сразу закупить необходимое оборудование и нанять работников. Клиентов же следует искать среди предприятий, занимающихся производством изделий из металла. Только наличие таких заказчиков позволит вашему бизнесу существовать и развиваться.
Преимущества порошковых покрытий
Технология порошковой покраски металла имеет много достоинств:
- Прекрасные физико-химические и декоративные свойства покрытий, которых невозможно достичь другими способами окраски, в том числе богатая палитра возможных цветовых решений.
- Хорошие эксплуатационные свойства покрытий
- Долговечность изделий, окрашенных порошковыми красками
- Нанесение покрытия в один слой благодаря 100%-му содержанию сухого вещества, что говорит об экономичности использования порошковых красок
- Малая пористость
- Улучшенные ударопрочные и антикоррозийные свойства по сравнению с другими красками
- Отсутствие необходимости контроля вязкости, так как порошковые краски поставляются непосредственному потребителю в готовом к использованию виде
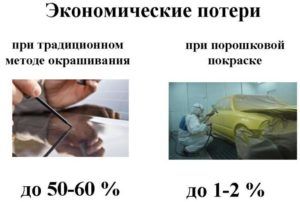
- Потери при окраске порошковыми красками составляют 1-4%, а, например, при использовании жидких красок – около 40%
- Затвердевание покрытия в течение 30 минут
- Отсутствие необходимости в больших помещениях для хранения порошковых красок
- Минимум повреждений окрашиваемых деталей при транспортировке и снижение затрат на их упаковку
- Экологическая безопасность покраски порошковыми красками
Ввиду всех вышеперечисленных достоинств данного способа окрашивания металла, большинство промышленников сегодня отдают своё предпочтение именно ему.
ПОРОШКОВАЯ ПОКРАСКА
В спектр услуг компании «Артметалл» входят услуги порошковой покраски металла, снискавшей большую популярность в области покраски металлоизделий.
С её помощью поверхность приобретает высокие декоративные свойства, антикоррозию, ударостойкость. Ей не страшны: осадки, выгорание на солнце, высокие и низкие температуры. Ни одно лакокрасочное средство не может сравниться с эксплуатационными преимуществами порошковой краски.
Порошковая окраска металла позволяет получить качественное и надежное полимерное покрытие, дверей, ворот, заборов, оконных решеток и лестниц. После процесса порошковой окраски изделие становится стойким к органическим растворителям, бензина, растворам кислот, щелочей. Полимерно-порошковая покраска абсолютно экологически безопасна, её технология не предусматривает каких либо растворителей, не токсична и не пожароопасна.
Сфера применения порошковой покраски
Технология порошкового полимерного покрытия применяется:
- в производстве фасадных элементов,
- оконных профилей,
- металлической мебели,
- кровельных материалов,
- офисной и садовой мебели,
- ворот,
- заборов,
- мебельной фурнитуры,
- автомобильных дисков,
- приборных щитков,
- радиаторов,
- холодильников,
- спортинвентаря,
- дверей и практически любых других металлических поверхностей, которые нужно надежно защитить от коррозии, исключая потеки на вертикальных поверхностях и сморщивания покрытий при сушке.
Мы предоставляем услуги порошковой окраски, в следующих направлениях: оборудование, кровельные материалы, бытовая и медицинская техника, отопительные батареи, профили, конструкции, радиаторы.
Порошковые краски
Компания «АртМеталл» предлагает услуги по полимерному покрытию Ваших изделий из металла любой степени сложности. Используем краски от известных и проверенных временем производителей, цвета которых измеряются по шкале RAL. Подготовка поверхности изделия к процессу порошковой покраски включает в себя: очистка, обезжиривание, грунтовка (по желанию заказчика), сушка. Иногда бывает достаточно лишь обезжиривания органическим растворителем.
Кроме обычных гладких, матовых и глянцевых порошковых красок, которые используют многие, мы активно используем краски с различными текстурами и спецэффектами:
- антики
- шагрени
- металлики
- полимерные лаки
- краски с эффектом кожи, шелка, дерева
Каталог цветов RAL
RAL | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Покраска типа «Крокодиловая кожа»
Покраска типа «Антик»
Покраска типа «Металлик»
Покраска типа «Сахара»
Уход за порошковым покрытием
Дальнейший уход за изделием, осуществляется согласно режиму эксплуатации и условиям, рекомендованным производителем, в таком случае, срок эксплуатации может достигать не менее десяти лет. Реальные сроки, конечно же, превышают установленные производителем, на примере таких городов, как Москва, Новосибирск, Челябинск можно убедиться, что конструкционные металлические элементы даже в самых загрязненных зонах спустя годы после установки, имеют неповрежденное покрытие.










Наша компания работает на рынке полимерных покрытий длительное время, предлагая только высококачественную продукцию. Мы являемся поставщиками большинства предприятий Москвы и регионов России, производящих покраску, благодаря чему вы всегда можете быть уверены в положительном эффекте. Заказ можно оставлять на сайте или по телефону.

1.4. Области применения порошковых красок
Перечень изделий, которые могут быть окрашены порошковыми красками, достаточно широк. Существуют отрасли промышленности, где особенно быстро растут темпы потребления порошковых красок. Примером могут служить покрытия внутренней поверхности труб для буровых нефтяных скважин и перекачивания нефти, функционирующие в условиях, где такие факторы, как повышенное давление, высокие температуры и присутствие вызывающих коррозию сред, способны оказывать разрушающее воздействие практически на все, за редким исключением, покрытия.
В США автомобильная промышленность потребляет около 15 % всех производимых в стране порошковых красок, и применение их все расширяется благодаря высокому качеству получаемых покрытий, по экономическим причинам, а также по соображениям экологии. Порошковые краски используются некоторыми производителями автомобилей для создания промежуточных грунтовочных слоев при получении наружных покрытий, а также для окончательной отделки внутренних деталей. Возрастает применение порошковых материалов для отделки различных автомобильных деталей, где необходима надежная защита наряду с хорошим декоративным видом. Диски колес, бамперы, рамки для зеркал, масляные фильтры, блоки двигателя, корпуса электрических аккумуляторов, рессоры — это лишь некоторые из многих деталей автомобилей, окрашиваемых порошковыми красками. Порошковые лаковые композиции для использования поверх основных наружных покрытий корпусов автомобилей являются альтернативой жидким органорастворимым лакам.
Производство товаров народного потребления представляет собой не единственную область рынка, использующую термоотверждаемые порошковые краски; на нее приходится около 17 % всего их потребления. Поскольку развивается тенденция замены силикатных эмалей порошковыми красками, использование порошков на рынке товаров народного потребления будет продолжать расти. В число областей применения порошковых материалов входит также окрашивание корпусов и кожухов различных изделий, морозильных камер, сушильных барабанов, корпусов стиральных машин и т. д.
Производство садового оборудования и инвентаря также является крупным потребителем порошковых красок (около 7 % от общего их потребления). Промышленные производства потребляют около 56 % всех порошковых материалов. Под промышленными производствами подразумеваются все другие, за исключением вышеупомянутых автомобильной промышленности, производства товаров народного потребления, архитектурных сооружений и садового оборудования и инвентаря.
Большими потенциальными областями потребительского рынка могут быть производства изделий из алюминиевого проката, представляющие в настоящее время 4% всего североамериканского рынка, потребляющего порошковые краски. Последние достижения в развитии полиэфир-тригли-цидилизоциануратных (ТГИЦ) систем и материалов на основе фторсодержащих полимеров позволили порошковым краскам конкурировать с жидкими системами при окрашивании архитектурных сооружений по прочности, атмосфероустойчивости и стойкости к обесцвечиванию. Некоторые из таких покрытий в различных строительных областях успешно эксплуатируются более 15 лет.
Порошковые краски на потребительском рынке — самый быстро растущий сегмент в структуре всех лакокрасочных материалов. Из примерно 5000 видов порошковых красок на североамериканском рынке используется около 1000 (табл. 1.1).
Таблица 1.1
Металлические субстраты | |
|---|---|
Тяжелое, транспортное и сельскохозяйственное машиностроение | Станки, трубы (газовые, нефтяные, систем мелиорации и водоснабжения), детали автомобилей и мотоциклов, велосипеды |
Приборостроение, электротехническая, радио- и электронная промышленность | Трансформаторы, конденсаторы, приборы, инструменты |
Производство товаров народного потребления, бытовой техники | Холодильники, водонагреватели, кондиционеры, отопительные радиаторы, пылесосы, металлическая мебель, детали швейных машин, корпуса газовых и электроплит, стиральных машин |
Строительство | Арматура, оборудование спортплощадок, светотехническое оборудование, металлические оконные рамы и шифер |
Неметаллические субстраты | |
Строительство | Облицовочные фасадные плитки, асбоцементные, керамические; черепица |
Производство товаров народного потребления | Декоративные керамические изделия, изделия из пластмассы, древесины |
Оборудование для сухого окрашивания
В порошковом окрашивании нанесение краски не является заключительным этапом. Чтобы полимер закрепился на поверхности, его нагревают в печах. Линия порошкового окрашивания состоит из:









- камеры для нанесения порошка. В этой герметичной камере наносится красящее вещество на металл;
- электростатического распылителя для нанесения порошка. Благодаря статическому электричеству, создаваемому источником высокого напряжения, краска равномерно наносится на конструкции любой формы;
- камеры полимеризации. Она обеспечивает постоянную температуру и оснащена системой вентиляции. В ней происходит процесс полимеризации краски и ее равномерное распределение по изделию;
- компрессора. Он предназначен для создания определенного давления в камере окрашивания;
- устройства для транспортировки металлоизделий. Тяжелые и большие окрашенные изделия должны аккуратно перевозиться, чтобы порошок с них не осыпался. Это обеспечивают специальные тележки, передвигающиеся по монорельсу.
Оборудование для домашнего использования
Для того, что бы покраска малогабаритных деталей и изделий была достаточно хорошего качества, нужны:
- специально оборудованная камера или помещение (в зависимости от габаритов изделия). Должно быть максимально очищено от пыли – нужен пылесос с насадкой «циклон»;
- качественный источник электричества, выдерживающий большие нагрузки;
- для сушки (полимеризации) – печь. Для мелких изделий можно использовать бытовую электрическую духовку с температурным режимом до 300 гр С, (готовить в ней пищу запрещено);
- электростатический пистолет для распыления, работающий под давлением не менее двух атмосфер;
- компрессор (давление до пяти атм.);
- спецодежда, респиратор, перчатки, очки.

Преимущества
Данный процесс обладает рядом положительных сторон. К ним можно отнести:
— Экономичность. Дело в том, что такая краска может использоваться повторно, если она не оседает при распылении на обрабатываемой поверхности. Таким образом, потери материала составляют не более 5 %. К слову, этот показатель для обычных красок будет в 8 раз выше – около 40 %. Также в данном случае нет необходимости в растворителях.
— Простота применения. Материалы для данного вида работ выпускаются полностью готовыми. Это гарантирует стабильно высокое качество покрытий. К тому же, чистить оборудование после работы очень просто, ведь порошок легко убирается с деталей.
— Скорость. Порошковая окраска не требует просушки изделий перед их помещением в печь. Если поверхности, покрытые обычной краской, необходимо сушить довольно долго, то в данном случае процесс сокращается в разы.
— Долговечность. Технология данных работ предполагает полимеризацию слоя эластичной пластмассы, обладающей довольно высокой адгезией, непосредственно на той поверхности, которая окрашивается. В результате получается прочное покрытие, которое может похвастаться отличными электроизоляционными и антикоррозийными свойствами, а также стойкостью к воздействию различных веществ.
— Экологичность. Как уже упоминалось, растворители в данном случае не используются, что благоприятно сказывается на экологии. Также играет роль безотходность производства.
— Декоративность. Порошковые краски дают возможность получить поверхность любого оттенка. Палитра представленных материалов на сегодняшний день насчитывает больше 5 тысяч цветов и оттенков с различными фактурами. При желании можно получить глянцевую или матовую поверхность, а также под гранит, муар и т. д.
Способы работы с порошковой краской и требуемое оборудование
Технология порошковой покраски металла предполагает три основных способа нанесения мелкодисперсного порошка на металлическую поверхность окрашиваемого изделия.
Использование направленного воздушного потока. Металлоизделие нагревается и равномерно покрывается порошковой краской с помощью пульверизатора
При данном способе важно точно определить необходимую температуру, чтобы покрытие равномерно полимеризировалось. Кроме того, потребуется дополнительная термообработка после полимеризации.
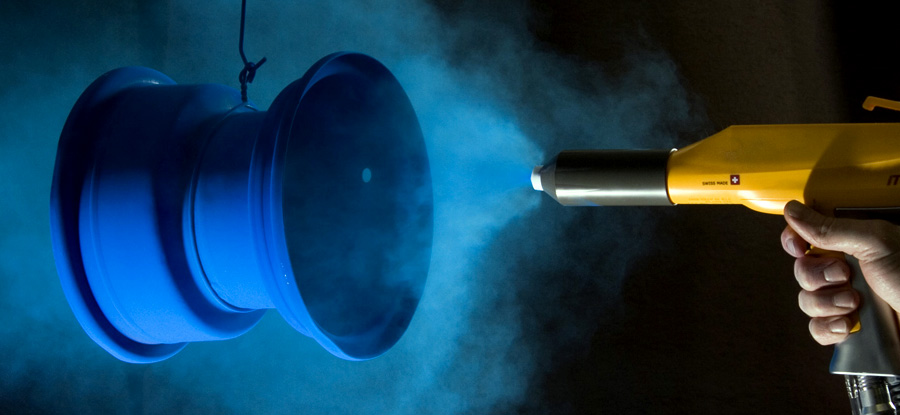
Электростатическое распыление порошковой краски – наиболее распространенный способ
Получив положительный заряд от высоковольтного источника, частицы порошка налипают на поверхности отрицательно заряженного металлоизделия. Это позволяет обеспечить равномерность распределения материала и исключить стекание или осыпание. Не прилипший порошок собирается и используется повторно.
Пламенное окрашивание. Частицы порошковой краски проходят через пламя пропановой горелки и уже в полужидком расплавленном состоянии попадают на поверхность обрабатываемого металла. При этом само изделие нагреванию не подвергается. Этот способ используется крайне редко и только для окрашивания крупногабаритных предметов.
Технология порошковой покраски металла включает в себя три этапа: подготовка, окрашивание и полимеризация нанесенного покрытия. Каждый из этих процессов требует наличия специального оборудования.

Классическая линия для порошковой покраски состоит из четырех основных элементов:
- камера для нанесения (распыления) порошка;
- электростатический распылитель;
- компрессор для нагнетания сжатого воздуха в пульверизатор;
- печь для полимеризации.
Окрашиваемые металлоизделия, особенно крупные, в процессе покраски должны бережно перемещаться от одного поста к другому, чтобы не повредить нанесенную и не прошедшую полимеризацию порошковую краску. Для этого в линиях предусматриваются транспортировочные устройства для аккуратного перемещения изделий из напылительной камеры в термическую. Чаще всего для этого используются монорельсы с крюками на роликах и т.п.
Предварительная обработка
Предварительная обработка детали является самым трудоёмким и продолжительным процессом, которому порой не уделяют необходимого внимания, тем временем от него зависят жёсткость, качество и долговечность покрытия.
Приготовление поверхности к процессу окраски включает в себя устранение загрязнений, фосфатирование и обезжиривание в целях увеличения адгезии, а также предохранения металла от ржавчины.
Очистка отделываемой поверхности может выполняться химическим либо механическим методами.
Нанесение конверсионного подслоя устраняет попадание под покрытие различного рода загрязнений и влаги, вызывающие отслоение и дальнейшее разрушение облицовки.
Фосфатирование поверхности с нанесением слоя неорганической краски повышает адгезию, то есть сцепку поверхности с краской в два-три раза, и позволяет предохранить её от коррозии.
При избавлении от окислов (ржавчины, окалины и окисных плёнок) довольно результативны абразивная (дробеструйная, дробеметная, механическая) и химическая очистки, то есть протравка.
По окончанию ополаскивания и сушки изделия в печи, поверхность можно считать готовой для того, чтобы была нанесена порошковая покраска.
Основные преимущества и недостатки порошковой покраски
Порошковая покраска хорошо защищает поверхность. Краска ложится плотным слоем, толщиной 35–250 мкм, количество пор меньше. Один слой заменяет 2–3 слоя обычной краски. Ровная прочная плёнка покрытия не царапается, не повреждается при транспортировке.
 Особенности порошковой покраски
Особенности порошковой покраски
Технология производства работ позволяет собирать распылённую в воздухе краску для повторного использования. Потери красящего состава сведены к минимуму, составляют 1–4% общей массы. Процесс покраски металла несложный, нетрудоемкий, не требует большого количества работников. Эти факторы удешевляют стоимость нанесения на квадратный метр конструкции.









Коррозия металла, окрашенного таким способом, исключена. Металлические изделия не выцветают под солнечным светом, цвет, качество покрытия не меняется в любых погодных условиях. Разнообразная палитра имеет множество оттенков, воспроизводит сложные фактуры бронзы, гранита, серебра. Блеск варьируется от матового до глянца.
Порошковая краска поставляется производителем уже готовой к работе, растворитель не применяется. Детали под порошковую окраску не грунтуют.
К недостаткам порошковой покраски относятся:
 Состав краски не колеруется и выбор идёт из готовой палитры оттенков
Состав краски не колеруется и выбор идёт из готовой палитры оттенков
- состав не колеруется, выбор идёт из готовой палитры оттенков;
- невозможность нанесения вручную, только в цеховых условиях на специальном оборудовании;
- при дефекте в покраске металла исправить отдельный участок невозможно, деталь перекрашивается целиком;
- материал металлической детали должен выдерживать 200–250 градусов, что не всегда возможно;
- габариты деталей зависят от габаритов камеры полимеризации.
Особенности технологии нанесения порошковой краски и полимеризация
Нанесение порошковой краски проходит в три этапа:
Схема линий порошкового окраса
- Подготовка поверхности. Включает в себя удаление загрязнений и нанесение дополнительных конверсионных покрытий для повышения защитных свойств и долговечности.
- Нанесение покраски в покрасочной камере с использованием установки.
- Полимеризация в печи при высокой температуре.
Химическое обезжиривание металла под покраску является обязательным. Остатки масла, химикатов или капли влаги могут вызвать пятна с изменением цвета, проколы, раковины. Заготовка осматривается на предмет наличия острых кромок, заусенцев, наплывов от сварных швов и пайки металла.
Необходимо очистить поверхность от ржавчины и пыли. Придание дополнительных свойств фосфатированием поверхности, хроматированием или пассивированием зависит от требований к покрытию.
Камера для нанесения оборудуется системой рекуперации, возвращающей микрочастицы в питатель.
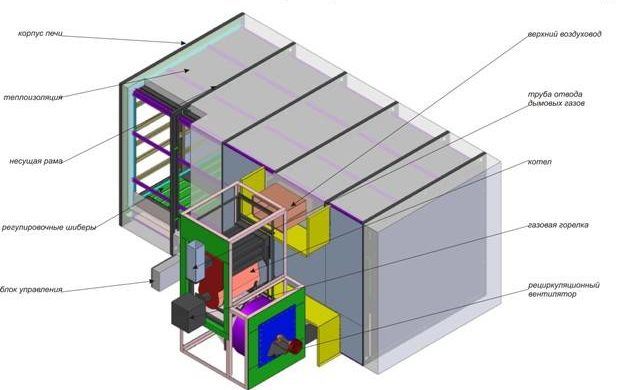
Печь полимеризации
Температура отвердения каждого вида краски указывается производителем в сопроводительных документах и, как правило, составляет 180–200 градусов. Под температурой полимеризации понимают температуру поверхности заготовки, а не температуру рабочего режима печи.
Отвердение покраски в полимеризационной камере рекомендовано проводить при сниженных температурах и длительных сроках. Это позволит увеличить твёрдость и избежать таких дефектов покрытия, как шагрень и потёки.
Массивные металлические изделия рекомендовано прогревать заранее, чтобы срока нахождения детали в печи хватило для окончательного отвердения. Не допускается наличие пыли в помещении. Транспортировать металлическое изделие с неостывшей покраской запрещено.
Требуемое оборудование
Для того чтобы процесс самостоятельной покраски практически не отличался от заводского, необходимо выбрать подходящее место, где будут проводиться работы.
Когда помещение найдено, нужно собрать и подготовить необходимое оборудование:
- печь для полимеризации (сушки);
- источник постоянного напряжения (около 25 кВ);
- распылитель порошковой краски (пистолет);
- ЛКМ.
В работе не помешает аккуратность и небольшой опыт. Но если его нет – не беда, действуя по инструкции, можно избежать большинства ошибок и получить вполне приличный результат.
Изготовление печи
Полимеризация – важный этап в отвердении порошковой краски. Если этот пункт работ опустить, ЛКМ не будет держаться на металлических поверхностях. Поэтому такое оборудование, как печь – ее еще называют камерой полимеризации – необходимо в первую очередь. Вещь эта дорогостоящая, поэтому можно сделать ее своими руками, из подручных материалов. Нам понадобятся (камера полимеризации будет иметь размеры 2х1х1 м):
- профильная труба;
- негорючая теплоизоляция (плита базальтовая);
- листовой металл (можно заказать по размерам);
- тангенциальный вентилятор;
- ТЭНы.
Инструкция по сборке печи состоит из следующих шагов:
- Сварите из профиля каркас.
- Заложите в него утеплитель.
- Листовым металлом зашейте стены. Снаружи отделайте все гипсоволокном.
- Для конвекции в камере установите тангенциальный вентилятор, наварив ему узкий выход и широкий вход.
- Вентилятор вставьте в камеру. Он будет забирать воздух вверху, прогонять его через ТЭНы, выгонять внизу, а затем распределять по всему объему камеры.
- ТЭНы установите вдоль параллельных стенок и соедините по распределению на фазы.
- ТЭНы закройте, оставляя открытым вентилятор, основная часть которого должна располагаться вне камеры (чтобы не оплавить обмотку).
- Установите электрощит. Правда, эту работу лучше поручить специалисту.
Полученное оборудование – камера полимеризации – будет иметь мощность 12 кВт на разогреве и 6 кВт в работе.
Важно! Энергоносителем в таких печах просушки порошковой краски может быть не только электричество, но и природный газ, и дизельное топливо
Покрасочный инструмент – пистолет
Чтобы нанести порошковую краску на изделие, требуется специальное устройство. Это электростатический краскопульт или трибостатический порошковый распылитель. Но покупать дорогостоящее оборудование ради редкого использования не целесообразно. Так как в нашем случае все изготавливается своими руками в домашних условиях, такое устройство можно смастерить минут за 10. Такой пистолет прост в использовании, дешев и практичен. Переход с одной краски на другую занимает несколько секунд.








Конструкция и комплектация пистолета для порошковой покраски
Как сделать пистолет для порошковой краски:
- Возьмите обычную пластиковую 1,5-литровую бутылку. Главное, чтобы она была сухая и чистая.
- Заполните ее на 1/3 порошковой краской, закрутите металлической пробкой.
- Проделайте в пробке маленькие отверстия. Чем больше отверстий, тем качественнее будет нанесение. Зачистите пробку снаружи от заусениц, оставшихся после прокалывания.
- Подключите к пробке плюсовой провод от источника высоковольтного напряжения.
Для этой цели нужен преобразователь, который сможет выдать 25 000 вольт постоянного тока. Такие используются в электрошокерах, зажигалках для газовых плит, котлах и колонках. Они могут работать от батареек или аккумуляторов, преобразовывая 3-6 вольт в нужные 25 кВ.
Соблюдайте осторожность при работе с высоким напряжением. Лучше доверить сборку преобразователя квалифицированному электрику
После всех манипуляций получается вполне приличный пистолет.
Мелочи, без которых не обойтись
Перед началом окраски нужно тщательно позаботиться о том, чтобы все операции проходили при идеальных условиях:
- Необходимо отличное освещение. Используйте лампы дневного света. К обычной лампе порошковая краска отлично прилипает.
- Нужна хорошая вентиляция с двумя моторами (на вход и выход). Дополнительно придется надеть марлевую повязку, а лучше профессиональный респиратор.
- Придется изобрести способ сбора остатков порошковой краски. На начальных этапах используйте старый мощный пылесос.
Когда все тщательно подготовлено, можно приступать к покраске своими руками нужных деталей.
Критерии выбора
Один из ключевых вопросов, который должен решить мастер — выбор конкретной порошковой краски для обработки объекта
Это очень важно, так как от материала напрямую зависит качество покрытия изделия. В магазинах предлагается большое количество различных видов сухих красок, обладающих разными характеристиками
Хорошая краска должна удовлетворять определенным функциональным требованиям. Основными среди них являются:
Механическая стойкость. Материал должен быть устойчивым к износу, прочным, невосприимчивым к царапинам, ударам и истиранию.
Температурная стойкость. От краски требуется, чтобы она была устойчива к воздействию высоких температур, а также нагревам как периодическим, так и постоянным.
Электроизоляционные свойства. В большинстве своем полимерные покрытия являются диэлектриками, а это дает возможность использовать их для изоляции готовых изделий от электричества.
Химическая стойкость. Выбираемый материал должен хорошо переносить взаимодействие с маслами, жирами, моющими средствами, бензином и другими веществами, с которыми будет контактировать покрытие в процессе эксплуатации.
Стойкость к ржавчине
При выборе краски важно, чтобы она была устойчивой к воздействию химикатов и влаги — главных причин развития коррозии.
Дополнительно краска может отличаться между собой декоративными свойствами:
- Гладкие покрытия. Представлены в различных цветовых вариантах.
- Текстурные. Могут предусматривать определенные спецэффекты, например, апельсиновая корка, морщинистость и пр.
- Прозрачные. Используют для защиты металлических, сантехнических и других изделий.
- Тонированные. Позволяют высветить металл или подложку под различные виды материалов — металл, бронзу и пр.
- Степень блеска. В зависимости от этого различают полуглянцевые и глянцевые, а также покрытия с разной степенью блеска — от тусклого до сильного.





