

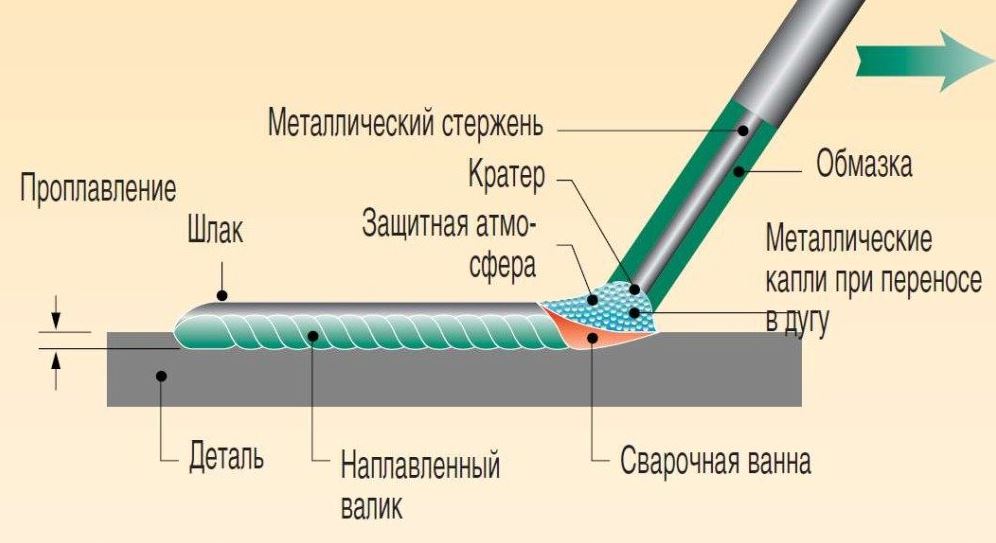
Как правильно варить электросваркой
Абсолютно любой процесс требует подготовки. Не обходятся без этого и электросварочные работы, для осуществления которых необходимо будет иметь следующие материалы с оборудованием:
- Сварочный инвертор;
- Электроды для сварки стали. Их диаметр может быть разным и подбирается в зависимости от толщины свариваемой заготовки. Более подробно прочитать об этом, можно вот здесь https://mmasvarka.ru/texnika-ruchnoj-dugovoj-svarki.html;
- Маску сварщика. Для начинающих лучше всего использовать автоматическую маску Хамелеон;
- Плотную одежду и перчатки на руки (краги);
- Молоток и металлическую щетку. Небольшой молоток понадобится, чтобы отбивать шлак во время сварки, а щетка по металлу, чтобы избавиться от ржавчины, поскольку она очень сильно затруднит сварочный процесс, а электрод будет все время прилипать к поверхности металла.
Итак, после того, как все подготовлено для электросварки, можно приступать к самому сварочному процессу.
При этом не стоит забывать о технике безопасности во время электросварки. Рядом с местом, где будут осуществляться сварочные работы не должно находиться легковоспламеняющихся веществ и предметов, а помещение должно иметь хорошую вентиляцию. Вот тут https://1svarochnii.ru/category/svarochnye-apparaty/ можете заказать сварочные аппараты.
Распространенные проблемы
Начинающие сварщики нередко совершают ошибки, способствующие возникновению дефектов. Некоторые существенно ухудшают качество шва, другие влияют только на эстетические характеристики.
Необходимо своевременно обнаружить дефекты, устранить их. Самыми распространенными проблемами считают неравномерное заполнение или перепады ширины шва. По мере накопления опыта работы с угловыми сварными соединениями ошибки случаются реже.
Непровар точки соединения
Дефект возникает при частичном заполнении стыка расплавом. Это требует своевременной коррекции, поскольку снижается прочность сварного шва.
Главными причинами непровара считаются:
- установка низкой силы тока;
- слишком быстрое ведение электрода;
- неправильная разделка кромок толстых деталей.
Для устранения непровара увеличивают мощность дуги, уменьшают ее длину. При правильном подборе параметров дефект повторно не возникает.
Пример непровара точки соединения.
Неравномерность воздействия
Такая ошибка проявляется образованием пор или наплывов. Первые представляют собой пустоты, расположенные линейно или хаотично, вторые – выступающие участки расплава. Оба явления недопустимы, поскольку они отрицательно влияют на рабочие характеристики готовой конструкции.
Появлению пор способствуют:
- неправильная защита сварочной ванны, чрезмерный расход инертного газа;
- применение некачественных электродов;
- воздействие на сварочную зону ветра, отклоняющего газовое облако (кислород в этом случае вступает в реакцию с расплавом);
- наличие следов коррозии или грязи на деталях;
- неправильная обработка кромок.
Наплывы возникают при работе с присадочным материалом из-за неправильного выбора режима и параметров сварки. Эти элементы не соединяются с основной деталью. Их рекомендуется удалять механическим способом.
Подрез участка
Дефект представляет собой углубление, пролегающее вдоль шва. Возникает при увеличенной длине дуги. Сварочная ванна расширяется, температуры не хватает для прогрева краев заготовок. Металл сразу затвердевает, формируя подрезы.
При угловой сварке подрез может образоваться и из-за неправильного удержания электрода. Расплав стекает вниз, из-за чего появляется канавка. В этом случае уменьшают мощность дуги, укорачивают ее.
Дефект сварочного шва.
Прожог шва
Дефект представляет собой сквозное отверстие.
Его появлению способствуют:
- слишком большая сила тока;
- медленное ведение стержня;
- увеличенное расстояние между краями детали.
Для устранения дефекта подбирают правильные параметры работы аппарата, накладывают шов повторно.
Трещины холодного и горячего происхождения
Второй тип дефектов появляется на этапе остывания металла. Они направляются поперек или вдоль шва. Холодные трещины возникают на уже затвердевшем шве тогда, когда конструкция испытывает чрезмерные нагрузки.
Такие дефекты приводят к постепенному разрушению соединения. Для устранения недостатков требуется повторное формирование шва. При наличии большого количества трещин края деталей срезают.
Холодные трещины при сварке.
Неправильные расчеты
При выборе некорректных параметров работы аппарата возникают разные типы дефектов. Шов утрачивает прочность, деформируется.



Главными причинами проблем считаются:
- Неверный катет. Качество сварного соединения зависит от правильности выбора напряжения, скорости ведения электрода. Последнюю нужно удерживать на одном уровне. При недостаточности тока стержень работает на небольшой скорости, основной металл плохо проплавляется. При высоком значении параметра катет получается вогнутым, образуются прожоги.
- Косой угол. Установить детали в нужное положение достаточно сложно. Конструкция утрачивает требуемые качества, если наклон приставной пластины смещается к одному из боков.
Требования к сварным швам
Требования к швам зависят от условий эксплуатации, видов нагрузки, свойств металла, технологии сварки и пр. Для их классификации по конкретным условиям были разработаны ГОСТы. Например, требования к соединениям ручной сварки приведены в ГОСТ 5264-80.
К общим для всех швов независимо от условий относят:
- прочность;
- надежность;
- долговечность;
- стойкость к коррозии и агрессивным веществам.
О длине и толщине швов в зависимости от особенностей конструкции и марки металла, методах проверки качества и т. д. можно узнать из тематических СНиПов, которые нетрудно найти в свободном доступе. Полученные сведения можно использовать как шпаргалку при выполнении сложной работы.
Используемое оборудование
Работа может вестись как инвертором, так и обычным трансформатором. Вне зависимости от выбранного устройства, следует несколько уменьшить силу тока, ее значение должно быть примерно на четверть ниже, в сравнении с аналогичными работами, выполняемыми на полу.
К примеру, надежное соединение 5-миллиметровых пластин можно получить, установив силу тока на 100 Ампер.
Оптимальный диаметр электродов – 3-4 миллиметра, не больше.
Перед началом работ они тщательно просушиваются. Это минимизирует разбрызгивание, а также исключает выделение газа. Края свариваемых деталей зачищаются.
Техника безопасности
Сварка в потолочном положении – тяжелая работа, при выполнении которой обязательно нужно соблюдать меры безопасности. Выглядят они следующим образом:
- Одежда – плотная спецовка, перчатки с длинными манжетами, которые не “пропустят” окалины под рукава. Голову следует прикрыть плотной шапкой. Длина брюк должна быть с определенным запасом, так как капли расплавленного металла, ударяясь об пол, разбрызгиваются и могут попасть на ноги.
- Все легковоспламеняющиеся предметы и жидкости следует удалить из рабочей зоны.
- При отбивании шлака нужно надеть очки, чтобы мелкие частицы металла не попали в глаз.
- Все провода изолируются, если работа останавливается, сварочный аппарат обесточивается.
В процессе работы следует устраивать перерывы, снимая нагрузку с мышц шеи и рук.
Секреты работы
Сварка потолочного шва электродами ведется с применением некоторых “приемов”, упрощающих процесс, повышающих качество готового результата:
- работать лучше короткой дугой, это повышает точность;
- держать электроды лучше с небольшим отведением вбок, это снижает вероятность растекания наплавленного металла;
- ширина шва не должна быть больше диаметра используемого электрода;
- шов ведется “на себя”. Такой подход дает возможность контролировать его качество и состояние, а также подобрать наиболее комфортный рабочий темп.
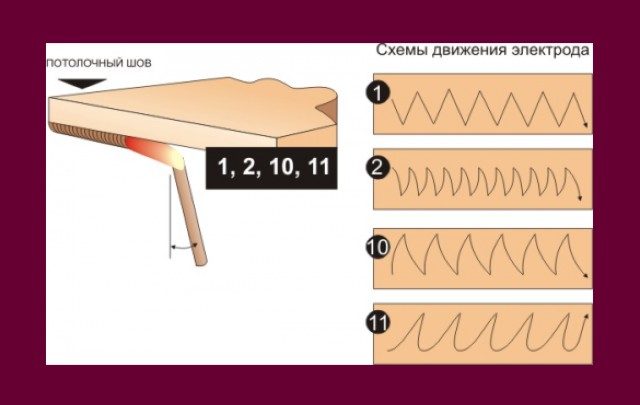
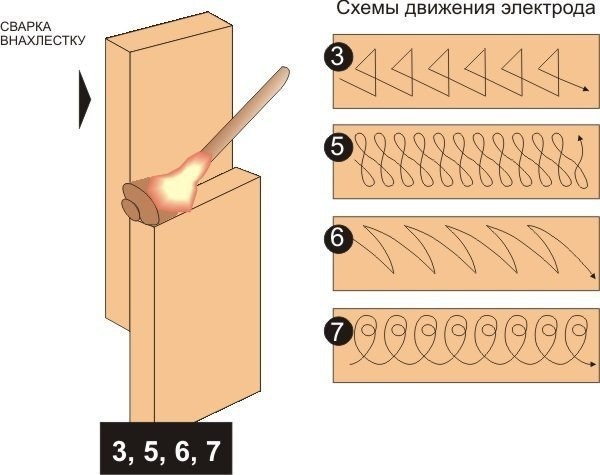
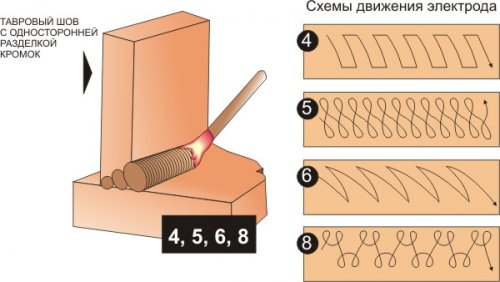
Рабочие методики
Работа дуговой сваркой может выполняться в следующих техниках:
1. Полумесяц. Изначальное положение электрода относительно плоскости потолка находится в пределах от 90 до 130 градусов. При движении мастер как бы описывает элементами полумесяцы.
Практика показывает, что такой метод оптимально подходит для начинающих сварщиков.
Да, временные затраты тут довольно высоки, что объясняется необходимостью формирования шва в несколько проходов, зато точность максимально высока и нет каких-либо сложностей. Специалисту достаточно следить за тем, чтобы:
- скорость сварки не была слишком высокой;
- не формировать валики большой толщины, провоцирующие растекание наплавляемого металла.
2. Обратно-поступательная техника. Здесь также предстоит приготовиться к тому, что работа окажется монотонной и не быстрой, придется пройтись по шву несколько раз.
Сначала формируется основной, корневой шов, для которого используется электрод толщиной 3 миллиметра. Сила тока при формировании корневого шва ставится на среднее значение.
3. Лесенка. Как и в первом случае, изначальное положение электрода по отношению к основанию лежит в пределах от 90 до 130 градусов.
В процессе работы элемент отводится в сторону, что позволяет исключить вероятность растекания наплава. Сварщик ждет, пока металл остынет, после чего продолжает процесс. Если нужно получить длинный сварной шов, то такой способ – лучший вариант.


Правила и требования
Понять, как правильно варить потолочный шов электросваркой, помогут и следующие правила, рекомендации и нормы:
- Перед началом работы нужно как можно плотнее свести свариваемые детали. Чем меньше зазор, тем проще получить качественный и прочный шов. Практика показывает, что новичку справиться с большим зазором почти нереально, тут нужен опыт.
- Кромки нужно разделать. В том случае, если толщина свариваемой металлической детали больше 5 миллиметров, нужно сформировать V-образный скос.
- При подносе электрода к рабочей плоскости нужно выдерживать угол в 45 градусов. Новичкам можно посоветовать использовать короткие половинчатые электроды, чтобы повысить точность манипуляций.
- Если плоскости изначально плотно подогнаны друг к другу, зазор минимален, то первый шов формируется почти без колебательных движений электродом. Такой подход позволяет полноценно заполнить зазор наплавом. Следующий шов делается с увеличенной шириной, что повышает общую конструктивную прочность.
- Лучше работать короткими прерывистыми дугами. Это позволяет каплям наплавленного металла быстро остывать и прочно сцепляться с основанием. Такой подход, во-первых, обеспечивает большую эстетичность и прочность шва, а, во-вторых, сводит к минимуму опасное разбрызгивание.
Как правильно сваривать металл
Научится правильно держать электрод и двигать ванну для хорошего результата недостаточно. Необходимо знать, некоторые тонкости поведения соединяемых металлов. А особенность заключается в том, что шов «тянет» детали, из-за чего их может перекосить. В результате форма изделия может сильно отличаться от задуманной.
Технология электросварки: перед началом наложения шва, детали соединяют прихватками — короткими швами, расположенными на расстоянии 80-250 мм друг от друга
Потому перед работой детали закрепляют струбцинами, стяжками и другими приспособлениями. Кроме того делают прихватки — короткие поперечные швы, проложенные через несколько десятков сантиметров. Они скрепляют детали, придавая изделию форму. При сварке стыков их накладывают с двух сторон: так возникающие напряжения компенсируются. Только после тих подготовительных мероприятий начинают сварку.
Как выбрать ток для сварки
Научиться варить электросваркой невозможно, если не знать, какой выставлять ток. Он зависит от толщины свариваемых деталей и используемых электродов. Их зависимость представлена в таблице.
Но при ручной электродуговой сварке все взаимосвязано. Например, в сети упало напряжение. Выдать необходимый ток инвертор просто не может. Но даже в этих условиях работать можно: можно медленнее двигать электрод, добиваясь хорошего прогрева. Если и это не помогло, меняете тип движения электрода — несколько раз проходя по одному месту. Еще один способ — поставить тоньше электрод. Комбинируя все эти методы можно добиться хорошего сварного шва даже в таких условиях.
Как правильно варить сваркой вы теперь знаете. Осталось отработать навыки. Выбирайте сварочный аппарат, покупайте электроды и сварочную маску и приступайте к практике.
Чтобы закрепить информацию и допускать меньше ошибок, посмотрите видео-урок по сварке.
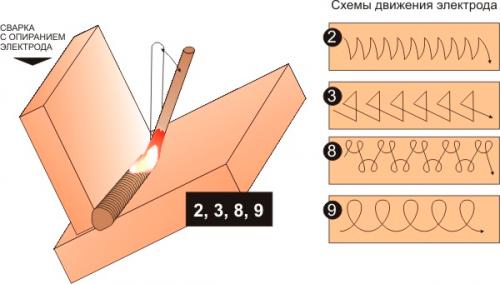
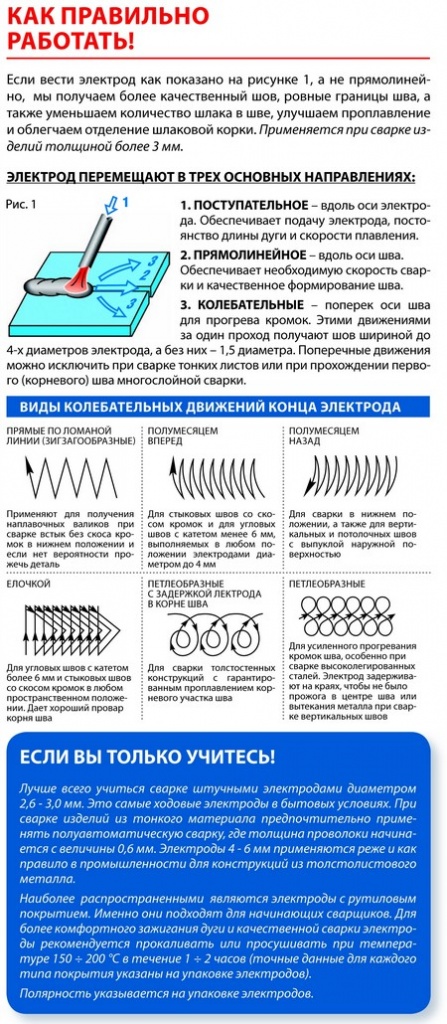
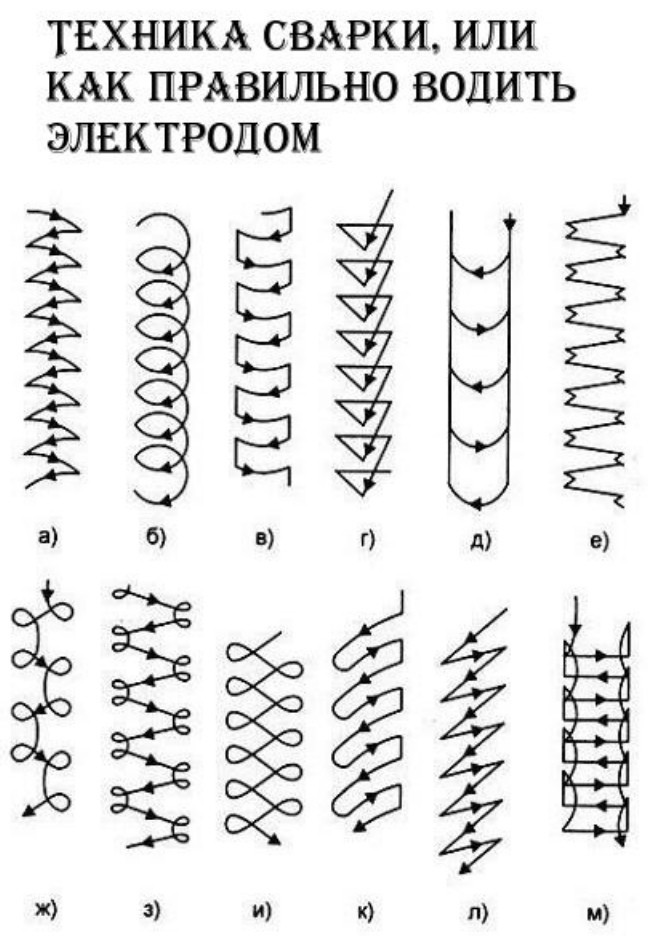
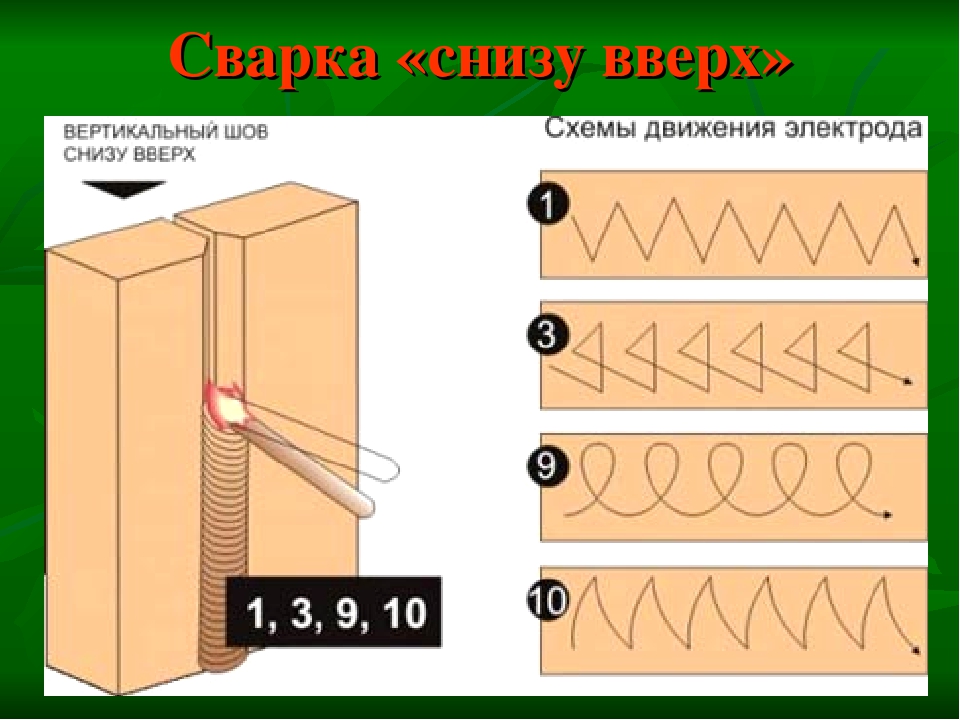
Как двигается электрод при сварке
Разобравшись в вопросе о том, как зажечь сварочную дугу, а также с особенностями удержания электрода, можно приступать к делу. Когда дуга будет зажжена, держать электрод требуется на расстоянии 2-3 мм от наружной части заготовки. Именно здесь и проявляется все мастерство сварщика. Чтобы получить навыки работы сваркой, нужно потренироваться удерживать зажженный электрод. Вся трудность при движении электрода в том, что при этом надо учитывать следующее:
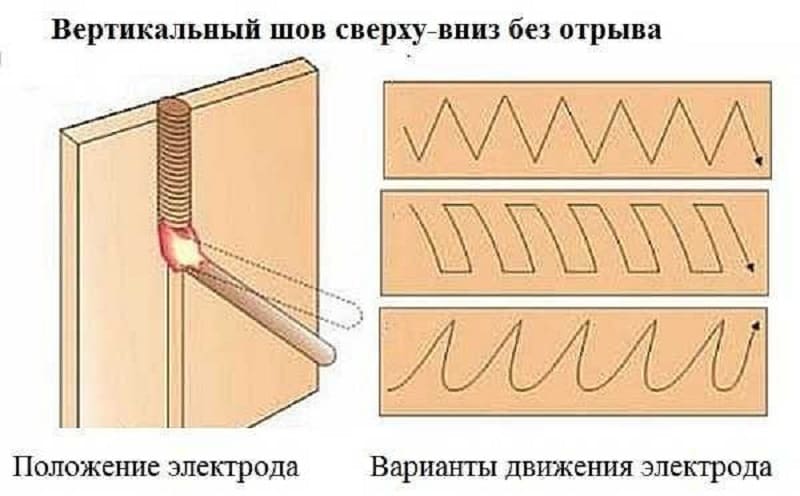
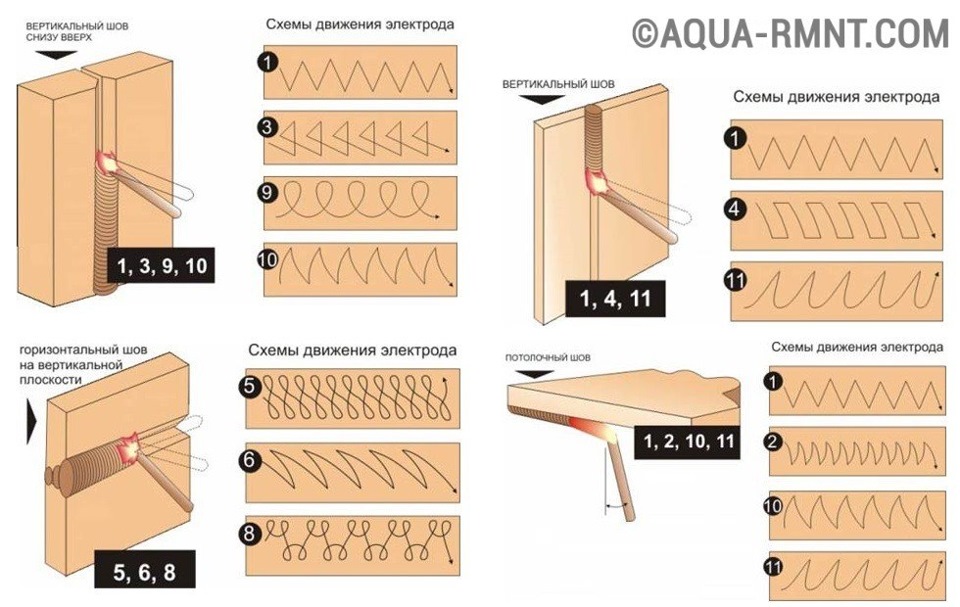
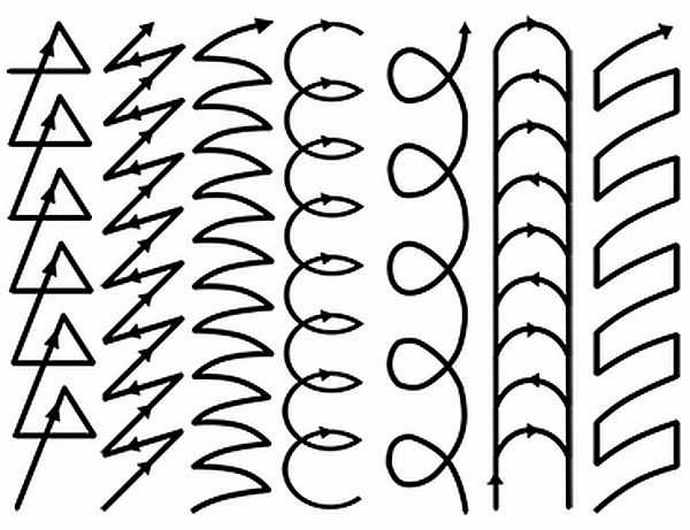
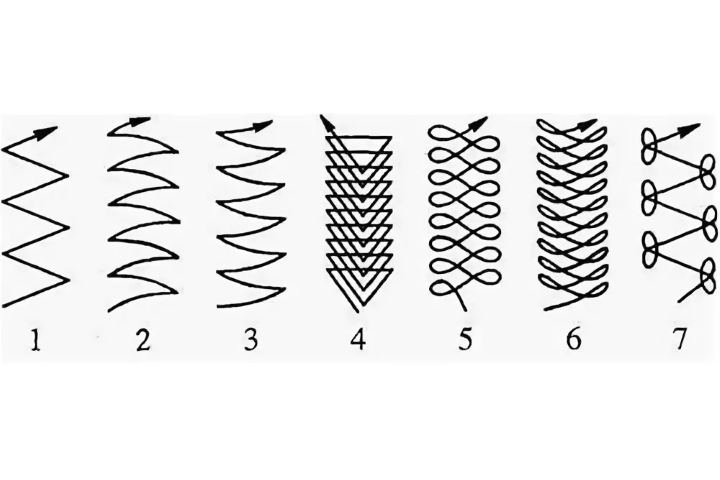
- Траектория перемещения электрода должна быть выбрана предварительно. Варианты движения электродом представлены ниже
- Когда осуществляется работа аппаратом, нужно знать, что длина электрода при движении уменьшается. Чтобы исключить исчезновение дуги, нужно придерживаться постоянного расстояния на уровне 2-3 мм
- Размер сварной ванны настраивается путем увеличения или уменьшения скорости перемещения электрода. Чем меньше скорость, тем больше размер шва
- Следить за направлением шва, так как работы проводить требуется исключительно в специализированных защитных очках или маске
Научиться работать электросваркой не трудно, но перед тем, как переходить к серьезным манипуляциям, нужно набраться опыта. Чтобы научиться «класть» ровные швы, следует предварительно провести линию мелом, и уже ориентироваться по ней. Это исключит необходимость на начальном этапе обучения контролировать ровность шва.
Это интересно! Не торопитесь сваривать две детали. Предварительно нужно научиться класть ровные швы, а уже после этого осуществлять попытки соединения двух деталей.
https://youtube.com/watch?v=usm9dqPDQAg%3F
Советы как научиться варить электросваркой самостоятельно
Сварить несложную конструкцию из металла реально за несколько часов, при условии, что вы уже освоили технологию, спланировали операции технологического процесса и подготовили все необходимое.
Чтобы научиться варить правильно, следует иметь в виду следующее:
- Следует подготовиться и узнать необходимую информацию о тех материалах, которые вы собрались варить.
- Подобрать для них соответствующий рабочий режим и сварочные материалы.
- Изучить технику исполнения конкретного запланированного вами шва.
Мало что может заменить обучение в профессиональной школе сварщиков и практику под руководством опытного наставника. Но если это по каким-либо причинам недоступно, то правильные движения, положение рук и тела при работе можно неплохо изучить и по обучающим видео от авторитетных мастеров сварного дела.
Корпус атомного реактора вам варить, конечно, не доверят, но раму для ворот или лесенки вы волне сможете осилить. Начав с простых швов и научившись варить их правильно, можно переходить и к более сложным, постепенно накапливая опыт и оттачивая свое мастерство.
Пошаговая инструкция по сварке инвертором
В первую очередь для сварки необходимо иметь защитные элементы:
- перчатки из грубой ткани;
- сварочная маска со специальным фильтром защищающая глаза;
- грубая куртка и брюки из материала, который не загорается от искр, появляющиеся в процессе сварочных работ;
- закрытая обувь на толстой подошве.
Положение электрода при сварке.
Прежде чем начать варить сварочным инвертором необходимо соблюсти необходимые мероприятия, направленные на создание безопасных условий труда.
Правильная подготовка рабочего места заключается в:
- обеспечении на столе необходимого свободного места, следует убрать все лишние предметы, но которые могут попасть брызги;
- создании качественного освещения;
- выполнять сварочные работы необходимо стоя на деревянном настиле, защищающем от поражения током.
Затем настраивается ток в зависимости от толщины деталей и выбираются электроды. Последние необходимо подготовить. Если они только были куплены в торговой сети и их качество не вызывает никаких сомнений, то это действие можно пропустить.
Если же стержни долгое время находились в неотапливаемом сыром помещении, то их нужно высушить в течение двух-трех часов при температуре 2000 градусов. В этих целях можно воспользоваться старым духовым шкафом или специальным оборудованием, если таковое имеется.
После подготовки электродов к изделию подключается клемма массы.
Чтобы получить качественное и надежное соединение метал должен быть подготовлен:
- с кромок изделия полностью удаляется ржавчина;
- с помощью растворителей выполняется очистка от различных загрязнений;
- на последнем этапе кромки проверяются на чистоту, наличие жира, лакокрасочных и других загрязнений недопустимо.
Далее нужно подключить сварочный инвертор. Тренировки лучше проводить на толстом металлическом листе, формируя шов в виде валика. Первое соединение выполняйте на металле, горизонтально лежащем на столе. На нем проведите прямую линию мелом, по которой будет идти шов.







Электрическая схема инвертора.
В процессе тренируясь на таком объекте можно существенно повысить технику сварки.
Процесс сварки начинается с розжига дуги.
Существуют два способа выполнения данного действия:
- чирканье о металл;
- постукивание по металлу.
Выбор метода зависит от предпочтений человека, главное при разжигании не оставлять следов сварки вне зоны соединения.
После зажигания дуги от контакта с металлом зажигается дуга, сварщик отводит электрод от поверхности детали на небольшое расстояние, соответствующие длине дуги и начинает сварку.
В результате в месте соединения двух металлических деталей формируется сварочный шов. Он будет покрыт окалиной – накипью на поверхности. Ее необходимо удалить. Сделать это очень просто путем постукивания небольшим молоточком по шву.
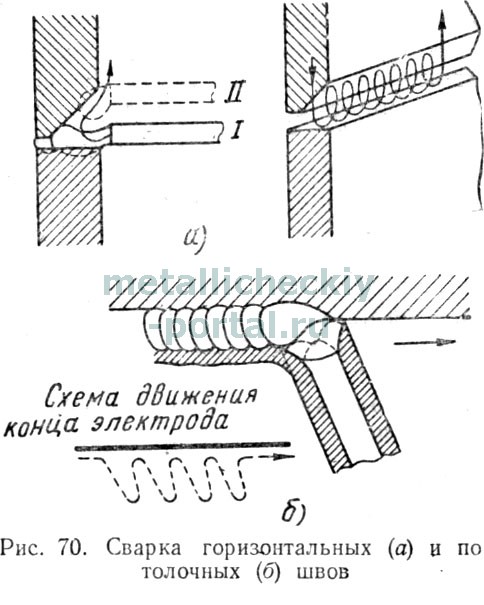
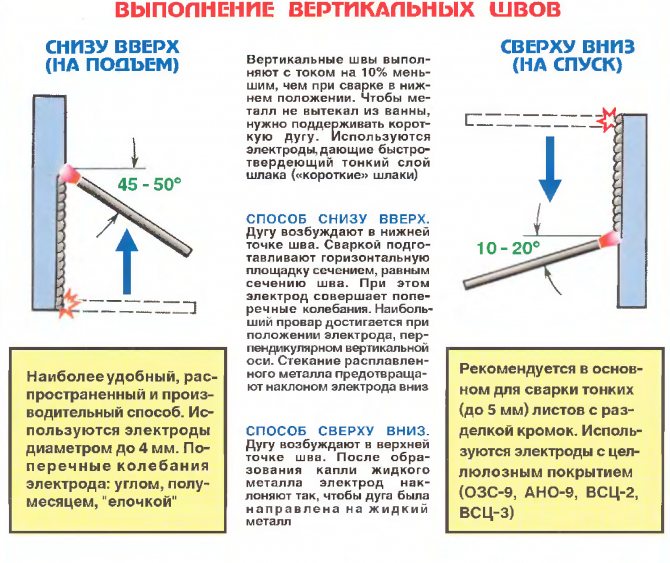
Как сварить потолочный шов
Потолочный сварочный шов считается одним из наиболее сложных типов сварки, поскольку сварочная ванна располагается вверх дном. Сварка потолочных швов требует точной последовательности выполнения всех действий. Если не соблюдать правила и рекомендации можно получить некачественное соединение, что чревато подтеками раскаленного металла. Выполняя потолочный шов нужно соблюдать технику безопасности и защитить свое лицо и руки от возможного попадания горячих капель металла.
Как правильно варить потолочный шов инвертором
Сварка потолочного шва представляет собой технологически сложную операцию, отличающуюся особой трудоемкостью. Вместе с тем, этот вид сварки считают самым надежным, так как позволяет получить максимально прочное и качественное соединение.
Чтобы выполнить работу максимально качественно с использованием инвертора, нужно придерживаться таких правил:
- В начале операции свариваемые стороны сводят максимально плотно друг к другу. Это позволит избежать образования зазоров, из-за которых шов может потерять прочность.
- В обязательном порядке нужно произвести разделку кромок, также, как и в положении снизу. При этом, если толщина металлического профиля более 0,5 см, нужно сделать скос в форме латинской буквы «V».
- Для упрощения формирования сварного соединения можно варить половинкой электрода. При этом, он должен располагаться по отношению к металлическому элементу под углом не менее 45 градусов.
- Так как работа осуществляется наверху, высока вероятность падение капель раскаленного металла. Чтобы предотвратить это, повысить уровень безопасности, следует установить силу тока в инверторе на средний уровень.
- Если между соединяемыми профилями образовался зазор, избавиться от него можно при помощи прерывистой дуги. Капли раскаленного металла накладывают друг на друга без временных промежутков.
- Если поверхность профилей идеально ровная, между ними отсутствуют зазоры или дефекты, первый валик накладывают без колебательных движений электрода. Благодаря этому металл максимально заполняет стык. Однако следующий проход электродом нужно делать уже более широкий.
Важно! При сварке труб рекомендуют сразу делать широкий шов, чтобы металлические изделия сцепились между собой максимально прочно
Как варить потолочный шов электросваркой
Если нет достаточного опыта в проведении сварочных работ в потолочной части помещения, стоит ознакомиться с этапами работы. Наиболее наглядно весь процесс показан в видео:
Вещи необходимые сварщику
- Маска которая поможет уберечь глаза от яркого свечения.
- Замшевые перчатки
- Щётка и молоток для отбивки шлака
- Сварочный аппарат
- Электроды
- Одежда с длинными рукавами для защиты от искр.
Что бы научиться правильно варить электросваркой нужна в первую очередь постоянная практика, мы уверены что, практикуясь для начала на не сложных поверхностях с каждым разом у вас будет получаться все лучше и лучше.
Итак, выполняя правильные электросварочные работы первым делом позаботьтесь о технике безопасности, приготовьте маску и наденьте перчатки. Участок метала где будет производиться сварка необходимо хорошо зачистить наждачкой или шкуркой по металлу, делается это для того что бы удалить грязь и ржавчину, при таком подходе не возникнет проблем с розжигом дуги, а сварочный шов будет получаться ровным и красивым.
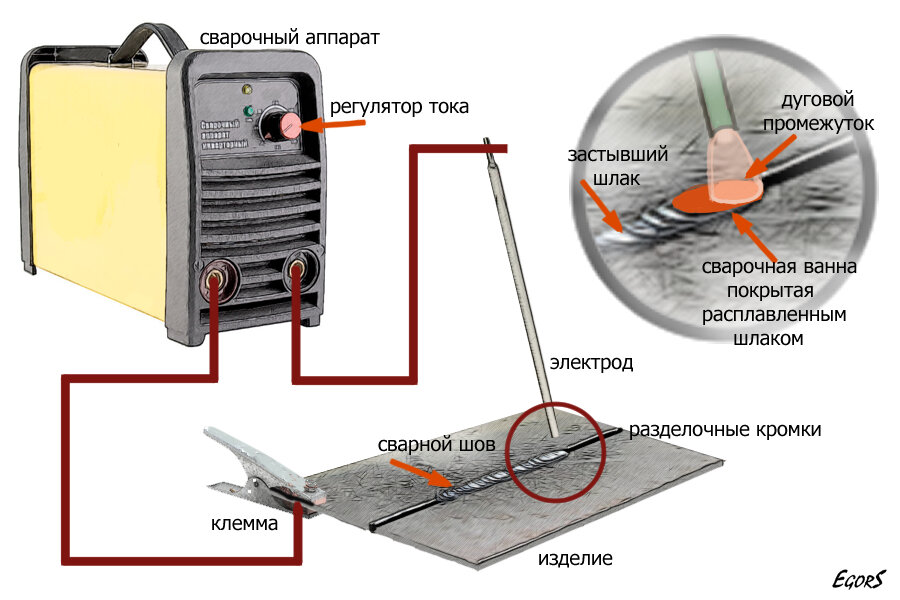
Основные этапы выполнения электросварочных работ
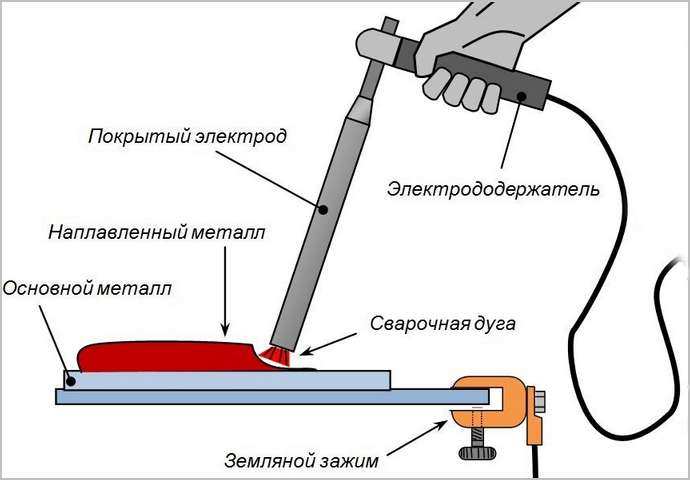
В комплекте со сварочным аппаратом всегда идут два специальных провода на одном из конце каждого находиться стальной зажим, первый провод предназначен для закрепления в нем электрода, а второй (масса) необходимо закреплять к рабочей детали с которой будет происходить сварка. Порядок выполнения работ:
- Заранее приготовленный электрод устанавливаем в держатель.
- Второй провод с зажимом закрепляем непосредственно на детали где будет производиться сварка.
- Легким постукиванием электродом по металлу зажигаем электрическую дугу.
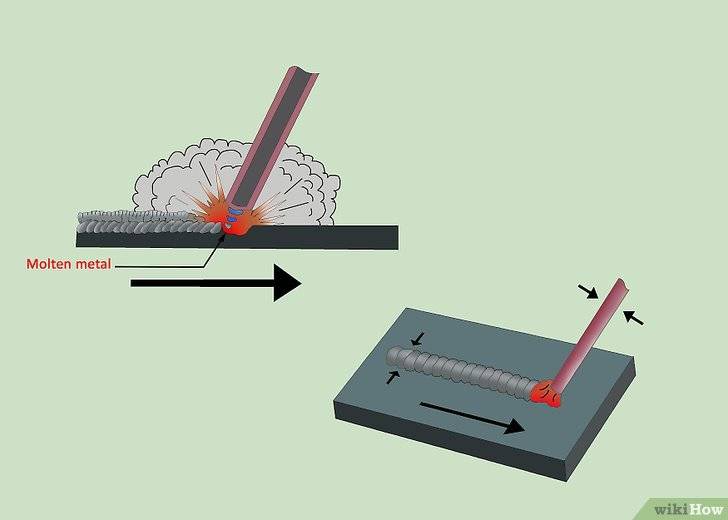
- Медленно и аккуратно ведем электродом по месту стыка металлов, при этом совершая возвратно поступательные движения.
- После сварки не большого участка останавливаемся, смотрим и оцениваем проделанную работу.
- При необходимости удаляем образовавшийся шлак при помощи молотка или щетки.
- Если все в порядке, продолжаем выполнять те же самые действия.
В конечном итоге у вас должен получиться шов. И пускай в первый раз он будет не таким красивым и ровным как хотелось бы, постоянно выполняя сварочные работы вы приловчитесь, наберетесь опыта и окончательно освоите это не хитрое ремесло.
Как работать?
Несколько рекомендаций, как правильно сваривать металл инвертором для новичков, помогут освоить технологию. Силу тока для начала можно выставить, используя табличные значения. Теперь можно приступать непосредственно к сварке.
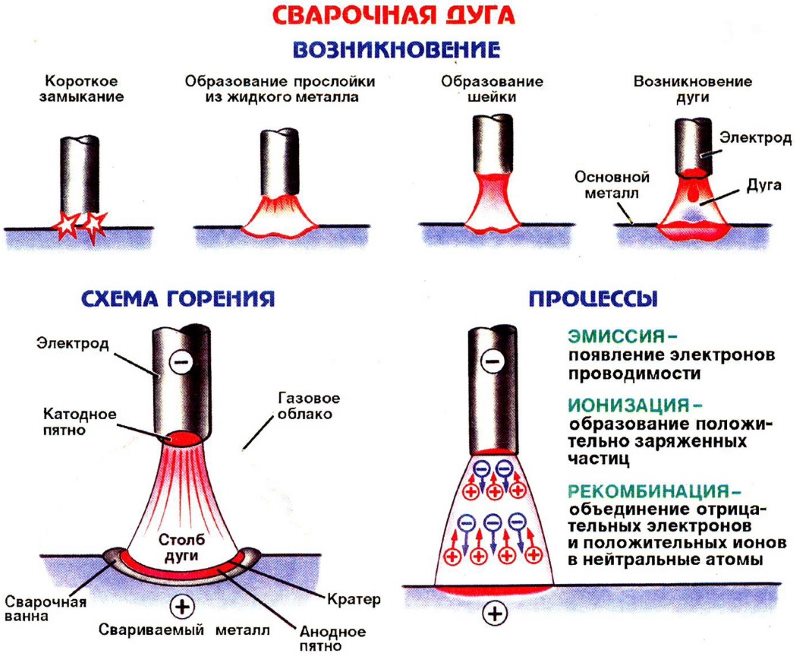
Розжиг дуги
Дуговая сварка для опытных и для начинающих начинается с розжига дуги. Дугу разжигают двумя способами:
- чиркая электродом по заготовке
- постукивая.
Для начинающих домашних мастеров рекомендуется зажигать дугу методом чиркания. Подводить электрод к заготовке нужно быстро, а отводить- медленно, на расстояние 2-3 мм.




Как вести электрод?
Чтобы тяжелый кабель не поворачивал держатель при ведении вдоль шва, мастера дают следующий совет: обернуть его вокруг рабочей руки и прижать к боку.
Вести держатель нужно равномерно, без рывков и остановок, на одном и том же расстоянии между кончиком электрода заготовкой. Нужно учитывать то, что по мере движения вдоль шва стержень выгорает и длина его уменьшается.
Как научиться сваривать металл ровно?
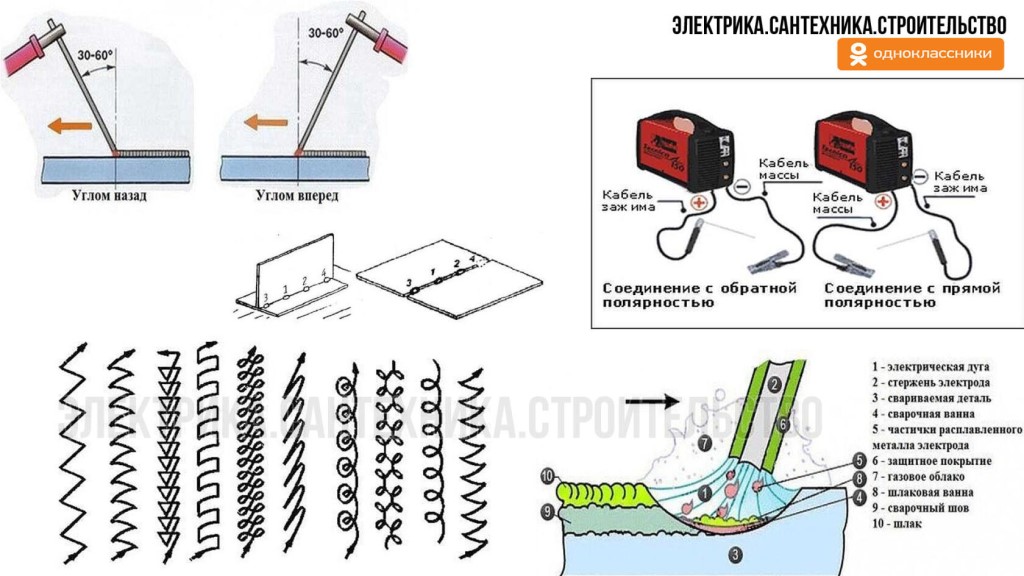
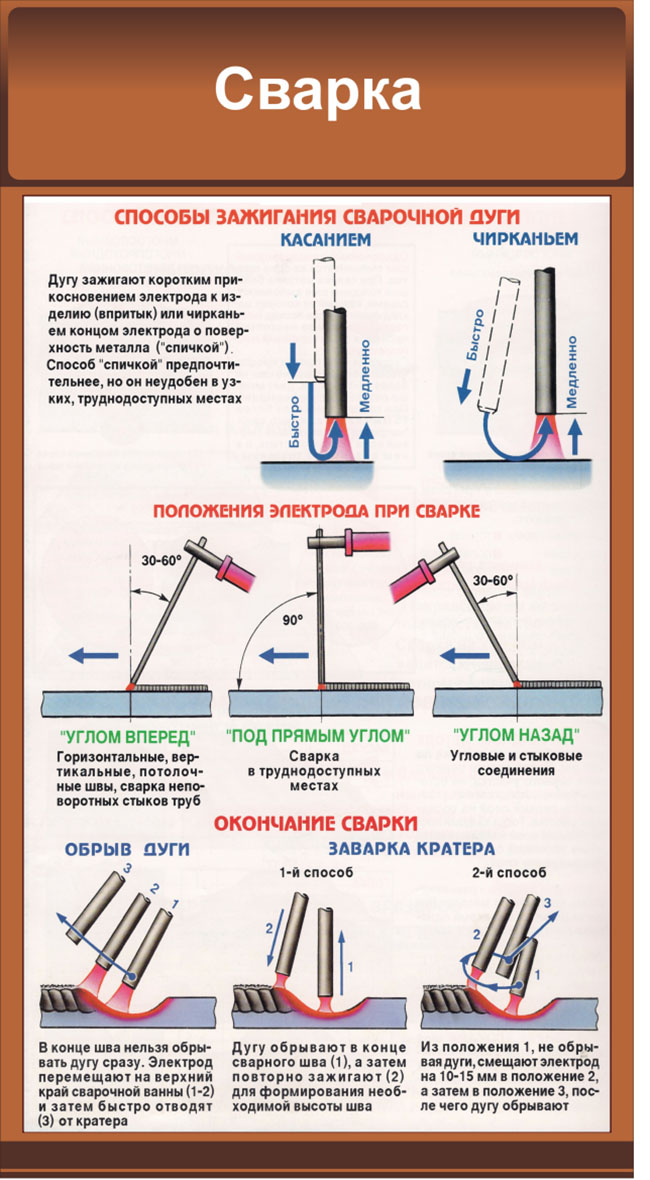
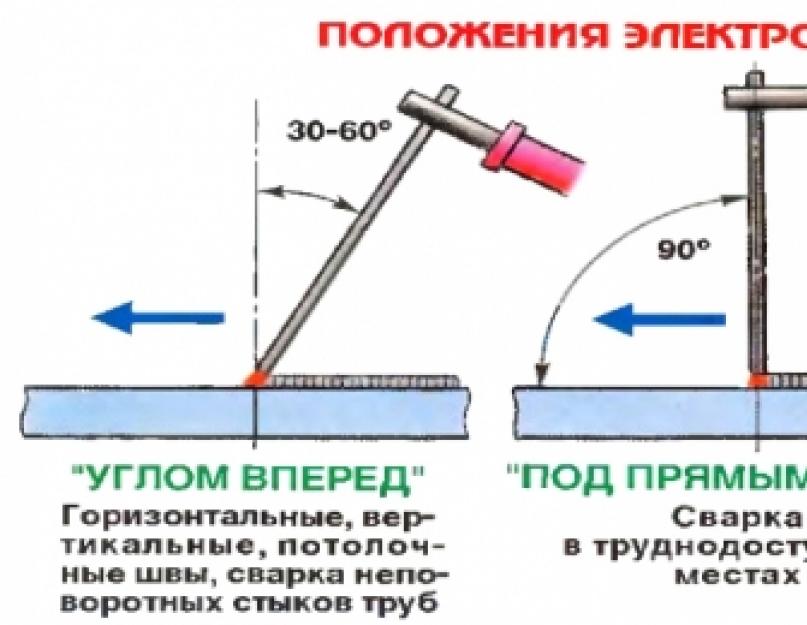
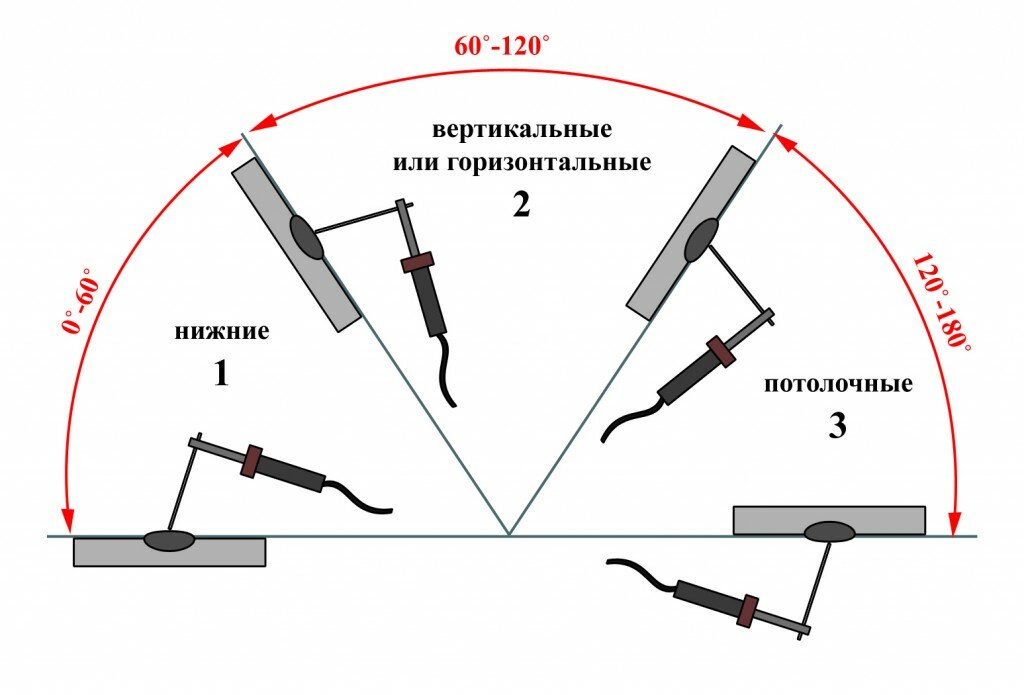
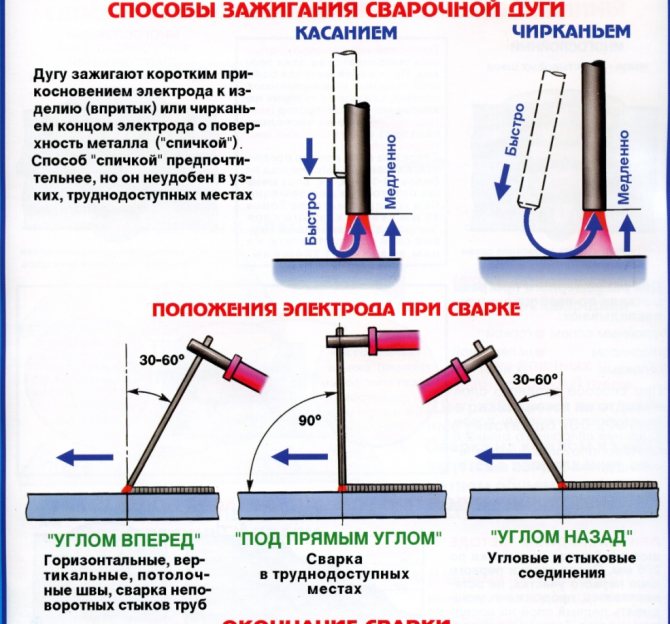
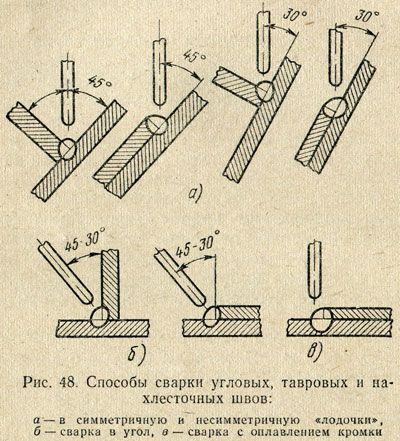
В зависимости от особенностей шва используется несколько техник, определяемых положений электрода относительно заготовки:
- углом вперед (30-40о) подходит для вертикальных и потолочных швов, неповоротных стыков труб;
- прямой угол (90о) удобен для труднодоступных мест и стыков профильного проката;
- углом назад (30-40о).
Сварочный шов для начинающих рекомендуется способ «углом назад».
Контроль дугового промежутка
Очень важен постоянный зазор между кончиком стержня и деталью. Правильно поддерживать его в пределах 2-3 мм. При увеличении зазора возрастает мощность дуги, теряется ее стабильность, расплав начинает разбрызгиваться.
При уменьшении зазора мощность дуги падает, возрастает риск непровара и залипания электрода.
Для начинающих лучше осваивать электросварку инвертором. Если нет опытного сварщика, который сможет научить всем основам и тонкостям сварного дела, освоить сварку можно и самостоятельно. Толстый самоучитель приобретать необязательно, вполне достаточно данных рекомендаций.
Типы сварочных аппаратов
На рынке представлено большое количество моделей сварочных аппаратов разных типов.
Из всего их разнообразия:
- трансформаторы;
- выпрямители;
- инверторы;
- полуавтоматы;
- автоматы;
- плазменные;
В условиях домашней мастерской чаще всего применяют трансформаторы — из-за их дешевизны и инверторы из-за простоты и удобства в работе. Остальные требуют либо специальных условий для работы, достижимых только на производстве, либо специального обучения и длительного приобретения навыков.
Трансформаторные
Устройство таких аппаратов крайне простое — это мощный понижающий трансформатор, во вторичную обмотку которого и включают рабочую электрическую цепь.

Трансформаторный сварочный аппарат
Преимущества трансформатора:
- неприхотливость;
- живучесть;
- простота;
- дешевизна.
Недостатки
- очень большой вес и габариты;
- низкая стабильность дуги;
- работа переменным током;
- вызывает броски напряжения в питающей сети.
Такой аппарат требует от сварщика мастерства и большого опыта. Для обучения начинающего сварщика тому, как правильно варить, он подходит плохо.
Инверторы
Инверторный аппарат имеет гораздо более сложную конструкцию. Инверторный блок многократно преобразует входное сетевое напряжение, доводя его параметры до необходимых. За счет трансформации тока высокой частоты габариты и вес трансформатора получаются во много раз меньше.

Инвертор
Преимущества инвертора:
- малый вес и габариты;
- стабилизированное напряжение и ток в цепи;
- дополнительные функции антиприлипания и горячего старта;
- возможность точной регулировки параметров тока и дуги;
- не вызывает бросков напряжения в питающей сети.
Есть у инвертора и недостатки:
- высокая цена;
- низкая морозостойкость.
Обучение тому, как правильно варить, лучше начать с инвертора. Стабильность параметров дуги и дополнительные функции, облегчающие старт и предотвращающие «залипание», позволят новичку сосредоточиться на шве и быстрее освоить технологию.




Выбор сварочного аппарата
Сварочные аппараты бывают трех типов. Какой из них выбрать, это зависит от метода сварки и обрабатываемого материала. Виды устройств:
- Понижающие сварочные трансформаторы. Это надежное устройство, которое применяют для сварки углеродистой стали. Качество шва — среднее.
- Сварочные выпрямители. Подходят для углеродистого и алюминиевого материала, а также для нержавейки. Качество шва — высокое.
- Сварочные инверторы. Универсальное устройство, которое подходит для любого материала.
Нельзя при сварке труб отопления электросваркой использовать испорченное оборудование. Поэтому перед началом работ аппаратуру тщательно проверяют.
Работа инвертором
Перед включением аппарата желательно ознакомиться с тем, как варить инверторной сваркой. В комплекте с покупным оборудованием присутствует инструкция. Ниже будут описаны основные этапы работы.
Розжиг дуги
В первую очередь необходимо разжечь дугу. Для этого применяется два метода:
- Чирканье — сварщик начинает вести электродом по обрабатываемой заготовки, а потом поднимается над ней до образования искры.
- Постукивание — более популярный вариант розжига дуги. Сварщик постукивает концом электрода по месту будущего сваривания до появления искры.
Способ розжига дуги выбирается в зависимости от комфорта и удобства.
Передвижение электрода
Чтобы качественно приварить деталь к детали, необходимо знать, как двигать электродом. Новички думают, что достаточно зажечь дугу и медленно провести электродом по месту соприкосновения деталей, чтобы получился ровный шов
Важно правильно выбирать постоянный угол движения электрода, скорость перемещения рабочей части оборудования. Вести электрод прямо под прямым углом допустимо для тонколистового металла. Сварка электродом
 Сварка электродом
Сварка электродом
Контроль дугового промежутка
Ещё один важный момент при сварке инвертором — расстояние между концом электрода и металлической поверхностью. Если расстояние около 2-х мм, проварка будет неглубокой и шов получится не прочным. Когда дуга более 4 мм, она становится нестабильной. Разбрызгивание металла увеличивается, а точность шва снижается. Располагать рабочую часть инверторного аппарата желательно на расстоянии 3 мм от металлической поверхности.
Правила создания ровных швов
Чтобы правильно варить металл и делать ровные швы, требуется учитывать некоторые особенности:
- Выбор угла сварки. Оптимальным считается диапазон углов от 30 до 40 градусов.
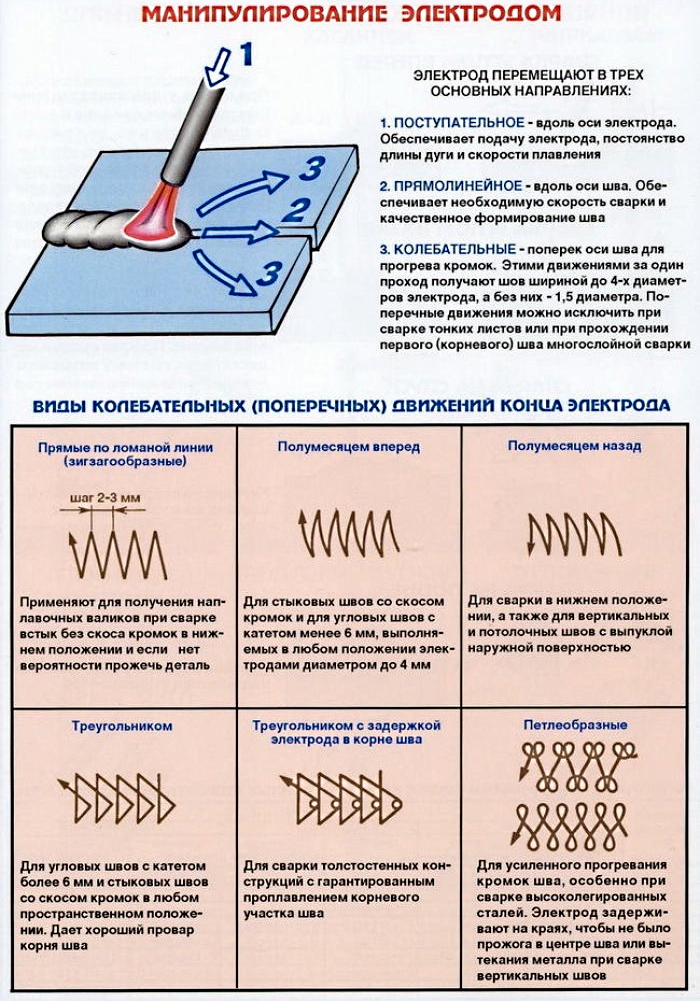
- Класть шов требуется продольными и поперечными движениями. В интернете существуют различные схемы, по которым можно тренировать движения нанесения шва.
Скорость выбирается в зависимости от выбранного способа работы электродом. Если вести электрод медленно, можно перегреть поверхность. При быстром ведение шов получается не прочным.





