

Цанговый зажим
Применение цангового зажима для труб позволяет существенно упростить процесс сборки трубопровода и значительно снизить его стоимость, отказавшись от услуг сторонних специалистов.
Выделяют три разновидности данного соединительного элемента по его назначению для определенных типов конструкций:
- мягких;
- полутвердых;
- твердых.
Вид цанги зажимной для трубы подбирается, исходя из того, какой материал был использован для ее изготовления:
- металл;
- пластик;
- полипропилен и т.д.
Уточнив диаметр трубы, можно приступать к сборке конструкции.

Сборно-разборная конструкция прямого зажима
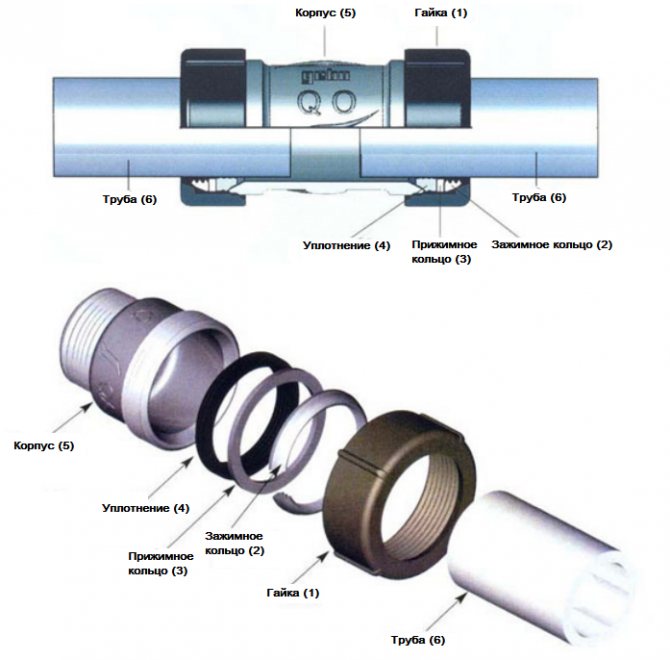
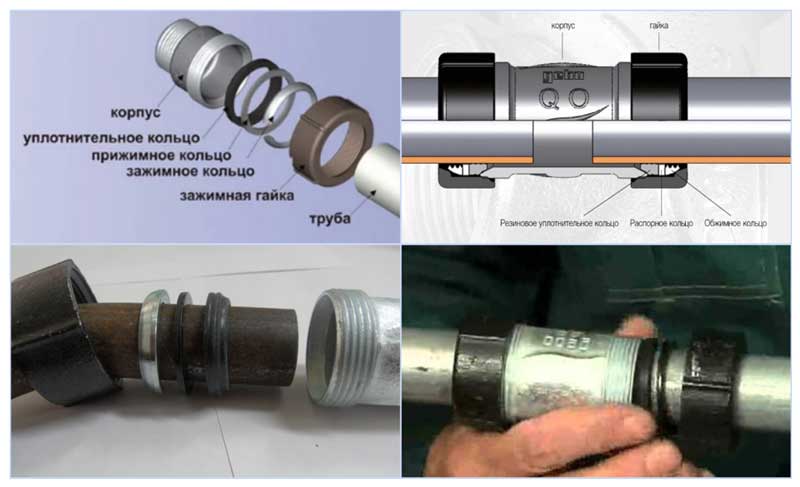
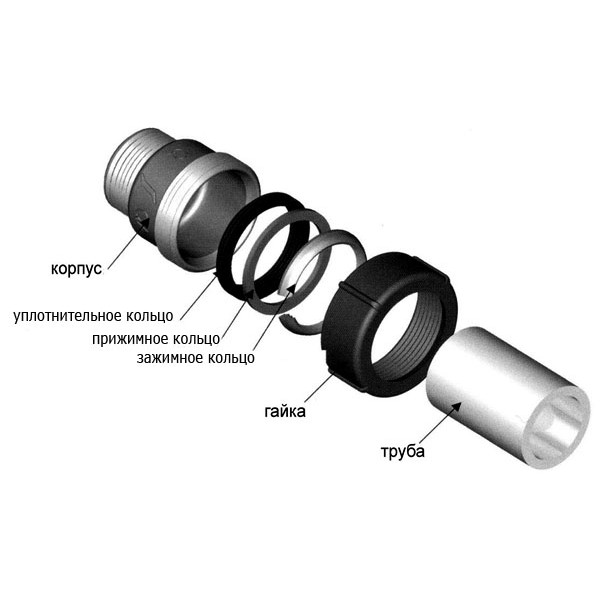
Сборно-разборную конструкцию для прямого зажима легко установить. Пружинистая разрезная втулка давит на трубу изнутри, сверху придавливается контргайкой уплотнительное кольцо. Через кольцо прижимное усилие передается на стенки трубы, которые плотно зажимаются на втулке.
Что такое ножевые клеммники?
Ножевые клеммники используются для коммутации проводов в случаях, когда согласно нормативным документам монтаж цепи должен проводиться только с использованием неразрывной токопроводящей жилы. Обычно этим требованиям должны соответствовать цепи зануления и защитного заземления.
Монтаж изделий в этом случае возможен без зачистки проводов методом прямой установки их в полость клеммника с последующим обжатием для прочности. Ножевидные контакты прорезают слой изоляции, что гарантирует безопасный контакт.
Производителем таких изделий являются компании «Klemsan» и «Legrand». Их продукция наиболее востребована сегодня в странах СНГ.
Применение труб Wavin
Непластифицированный ПВХ (классы N и S) – вот сырье для труб Wavin.
Для непластифицированного поливинилхлорида характерны такие свойства:
- повышенная стойкость к воздействию кислот, щелочей, солей;
- достаточная твердость;
- сбережение формы при высоких температурах.
Плюс к этому, для материала характерно наличие необычайной химической стойкости. Трубы пвх раструбные wavin легко переносят воздействие спиртов, алифатических углеродов, бензина, масел и прочих химически агрессивных веществ.
Для стояков класса N, обладающих тонкой стенкой, рекомендуется укладка на глубину до 6 м, но не менее, чем на 60 см. Изделия класса S (толстостенные) можно укладывать в системах, проходящими под дорогами или иными местами, где возможно транспортное движение, на глубине 80 см и больше.
Благодаря раструбу, трубы Wavin соединяются способом наращивания одной на другую. Для уплотнения пользуются резиновыми кольцами, которые размещаются во внутренних канавках. Соединения таким способом обеспечивают герметичность трубопроводов на все 100%.
Из труб голландской компании Wavin монтируются канализационные магистрали, ливнестоки.
Видео
https://youtube.com/watch?v=OxyczY-TaZk
Типы резьбовых соединений между трубами
Подобно безрезьбовым способам, резьбовые трубные соединения также могут быть разъёмными и неразъёмными. Хотя, казалось бы, любая резьбовая конструкция в принципе может быть разобрана, но встречаются ситуации, когда две соединённые резьбой трубы дополнительно приварены к неподвижным поверхностям, что препятствует их разъединению. В этом случае говорят о неразъёмном резьбовом соединении.
Тем не менее, вышеописанная ситуация является скорее исключением; в целом же резьбовые способы рассматриваются как разъёмные виды трубных соединений. Разновидностей их существует несколько, однако наибольшее практическое применение находят два: сгон и двунаправленная резьба.
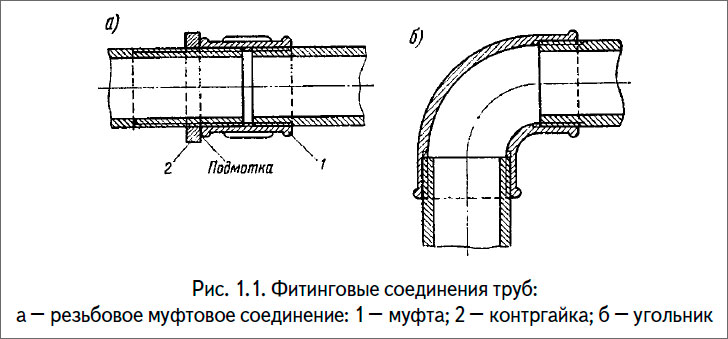
Соединение посредством сгона применяется в тех случаях, когда трубы неподвижны относительно собственной оси, и при этом одна из них имеет длинный резьбовой участок, а другая – короткий (про «Какие сгоны для труб наиболее эффективны и надёжны – виды и особенности»). На трубу с длинным отрезком резьбы накручиваются контргайка и муфта. Далее муфта сгоняется с длинной резьбы на короткую до самого конца, поджимаясь с другой стороны контргайкой.
Как правильно эксплуатировать инструменты, чтобы они служили долго и не доставляли лишних хлопот?
Напомню, что для максимального увеличения ресурса и уменьшения поломок, на вход пневматического инструмента должен поступать чистый, сухой и при необходимости смазанный воздух требуемого давления.
Перед началом работы проверьте герметичность всех шлангов и соединений, чтобы исключить утечки воздуха. Иначе снизится производительность инструмента, компрессор часть времени будет работать впустую, что только увеличит Ваши финансовые и другие эксплуатационные потери.
Если у Вас в пневмолинии отсутствует маслораспылитель, то перед началом работы не забудьте смазать инструмент. Для этого при помощи масленки закапайте во входной штуцер требуемое количество специального масла, предназначенного для пневмоинструментов. Использование других видов смазок не допускается. Проверьте состояние влаго-маслоотделительных фильтров пневмосистемы и воздушных фильтров компрессора. Не забудьте слить конденсат с неработающего компрессора.
Включите компрессор и убедитесь в отсутствии посторонних звуков во время его работы. Дождитесь, пока компрессор наберет давление (отрегулируйте требуемое выходное давление при помощи регулятора давления, контролируя его уровень по манометру). Подсоедините инструмент к шлангу и проверьте его в холостом режиме.
Если Вы работаете забивным инструментом, то перед подключением воздуха не забудьте зарядить инструмент необходимым крепежом. После подключения инструмента к системе протестируйте условия забивания на образце, при необходимости меняя давление в ту или иную сторону. Запомните, что оптимальный ресурс инструмента достигается при минимальном давлении, которое полностью удовлетворяет Вашим требованиям к забиванию крепежа. То есть, если у Вас крепеж забивается на нужную глубину при давлении 6 атм., то нет необходимости работать при более высоком давлении.
тарайтесь не разъединять шланги во время работы, так как сжатый воздух обладает определенной энергией. Не переносите инструменты держа их за шланг. Для этого ведь существует рукоятка.
Соблюдайте режим работы выбранного Вами инструмента. Индустриальное оборудование может непрерывно функционировать в течение рабочей смены, а вот профессиональное или бытовое требует плановых остановок. Для каждой модели есть свои рекомендации, например, 10 минут работы – 5 минут отдыха.
Следите за температурой окружающей среды. Использование компрессора и инструментов допускается при температуре от +5 градусов Цельсия и выше. Если Вам необходимо работать при более низких температурах, то вы обязаны обеспечить постоянный обогрев компрессора, не давая ему замерзнуть, а в инструментах использовать специальную низкотемпературную смазку.
Каждый пневмоинструмент спроектирован под определенный тип крепежа и использование другого типа либо некачественного крепежа может привести к преждевременной поломке инструмента. Обязательно выясните у продавца рекомендованный крепеж для Вашего инструмента.
Не следует применять инструменты в тех работах, для которых они не предназначены. Перед работой внимательно прочтите инструкцию по эксплуатации.
Заканчивая работу, первым делом выключите компрессор и только после этого отсоедините пневмоинструмент. Не забывайте чистить и своевременно смазывать оборудование.
Для хранения пневмоинструмента, насадок и шланга нужно отвести специальное место. Это может быть инструментальный ящик или пластиковый чемоданчик.
Как видите, что ничего сложного в работе с пневматическими инструментами нет. Достаточно правильно подготовить пневмосистему, соблюдать правила безопасности и бережно относиться к своему орудию труда. В этом случае Вам гарантирован качественный результат и долгий срок службы приобретенного оборудования.
Разновидности компрессионных и разъемных соединений
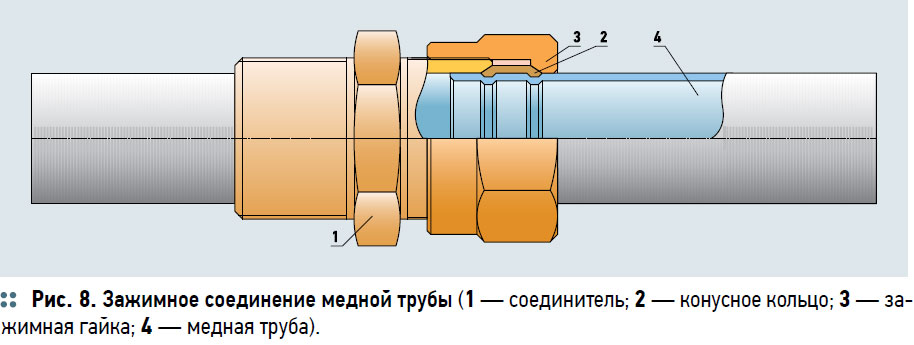
Цанговый зажим для соединения подбирается, исходя из материала трубы. Медные трубы, по обыкновению, стыкуют с помощью медного цангового фитинга. Мягкий, пластичный металл под давлением плотно притирают прижимные поверхности. Высоко ценятся латунные изделия, выдерживающие рабочее давление до 25 атмосфер и температуру, поднимающуюся до 115º С. Но столь качественный продукт не рекомендуется к применению в трубопроводе с агрессивной средой. К тому же латунь подвержена коррозии, поэтому срок ее эксплуатации довольно ограничен.
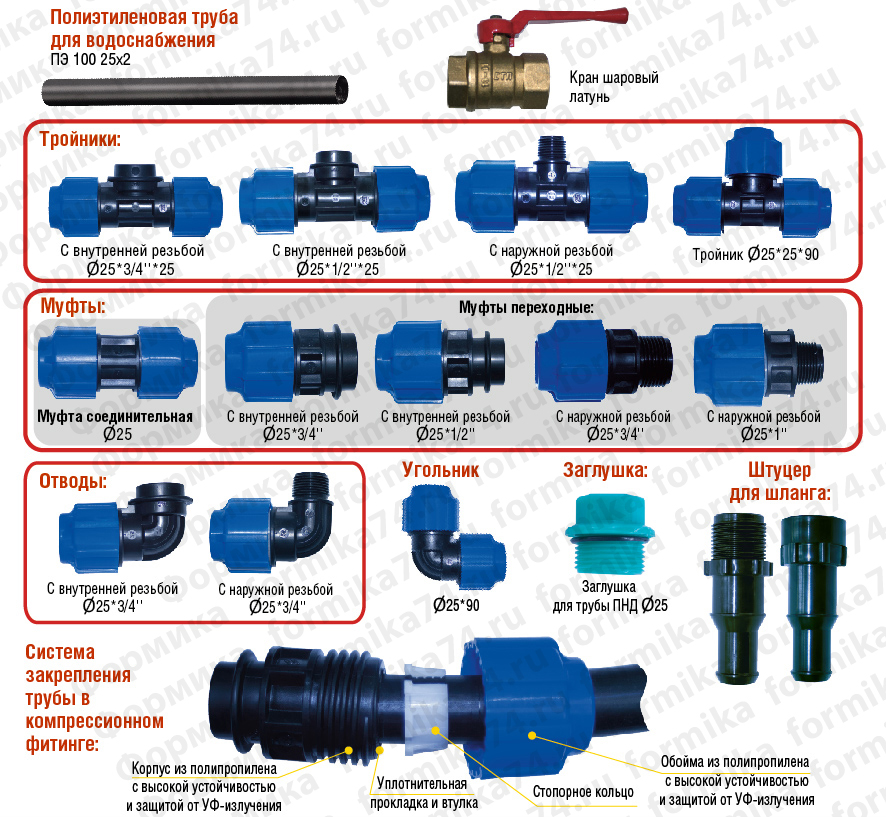
Трубы из полипропилена PPRC, полиэтилена низкого давления (ПНД) и сшитого полиэтилена допускается соединять пластиковыми цанговыми фитингами.
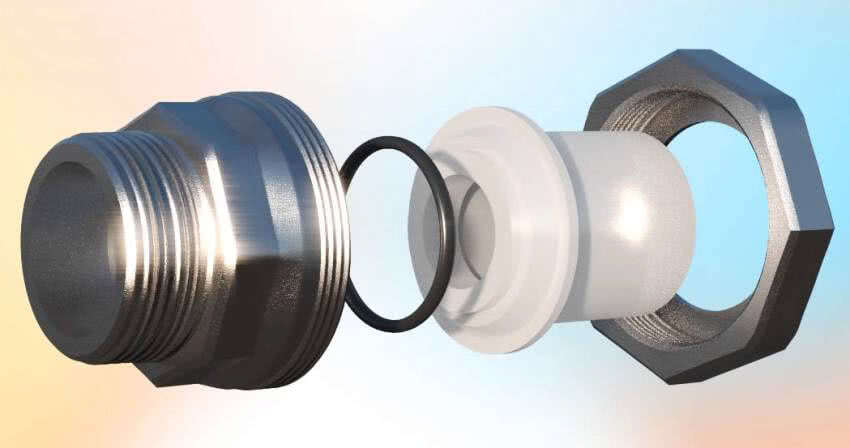 Цанговый зажим в полипропиленовом фитинге
Цанговый зажим в полипропиленовом фитинге
Цанговые зажимы в полипропиленовых фитингах выполняются из нержавеющей стали. Нажимное кольцо в цанговом захвате и направляющие во втулке выполняются из полипропилена. Некоторыми производителями для усиления изделия добавляется наружное металлическое кольцо, размещаемое над внутренней резьбой. Такими изделиями состыковываются трубы из разных полимерных материалов:
- нейлона;
- полиамида;
- полиуретана;
- полиэтилена и т.п.
Цанги широко используются в разъемных фитингах:
- водорозетке;
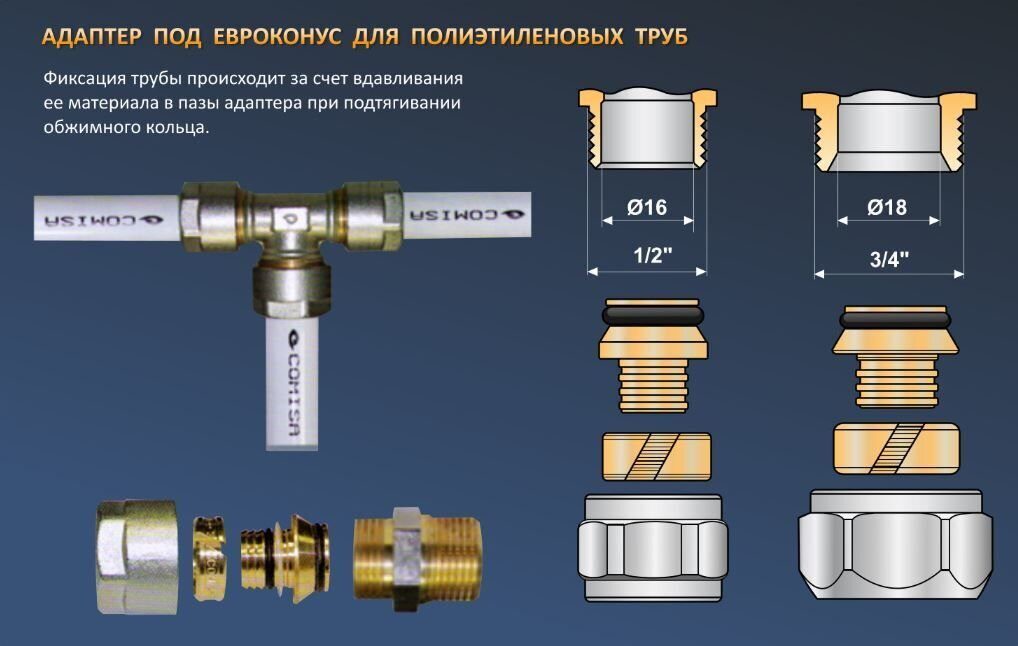
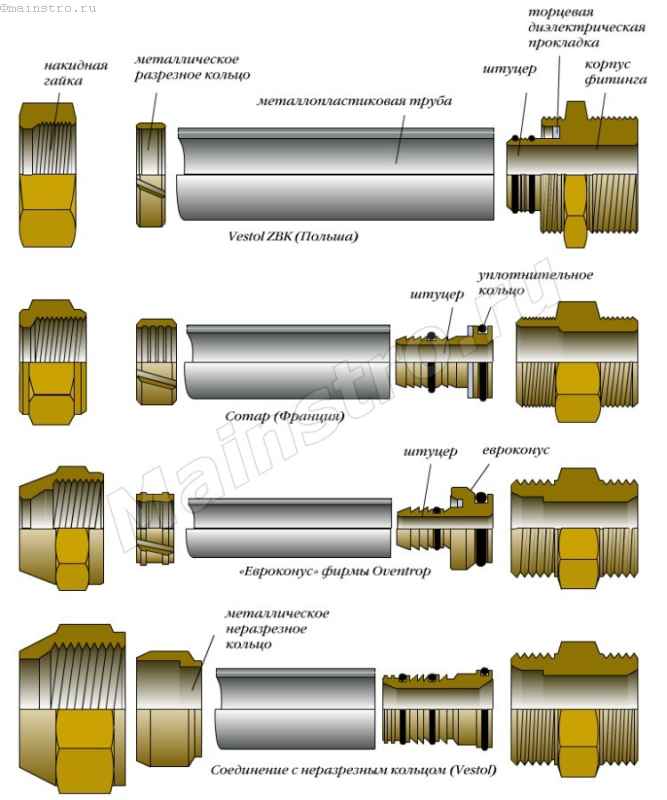
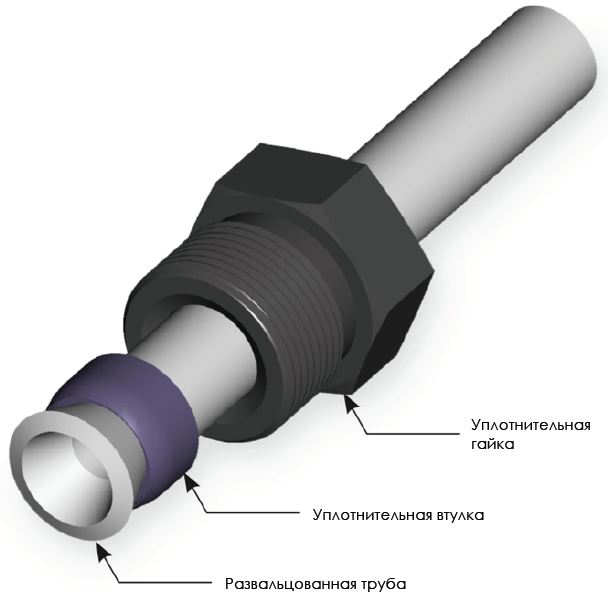
- евроконусе. Для стыковки исключительно металлопластиковых труб;
- крестовине;
- переходнике;
- тройнике;
- уголке.
Использование цанговых соединений при монтаже трубопроводе позволяет добиться существенной экономии рабочего времени и материальных и финансовых средств, продлить сроки эксплуатации системы. Обжимные соединения позволяют:
- собрать трубопровод с температурой рабочей среды, доходящей до 170º С и рабочим давлением до пятнадцати атмосфер;
- состыковать трубы с внутренним сечением от восьми до ста миллиметров;
- сборка трубопровода потребует простейшего набора инструментов в виде двух разводных (газовых) ключей или комплекта рожковых, с которыми управится работник с минимальной квалификацией;
- произвести монтаж предельно просто и быстро.
 Компрессионный соединитель для труб
Компрессионный соединитель для труб
Классификация
Приступая к монтажу бытовых коммуникаций, следует понимать, что детали для трубопроводов отличаются друг от друга и каждая из них имеет свое целевое назначение. Не запутаться в многообразии рыночного предложения помогает классификация по общим характеристикам.
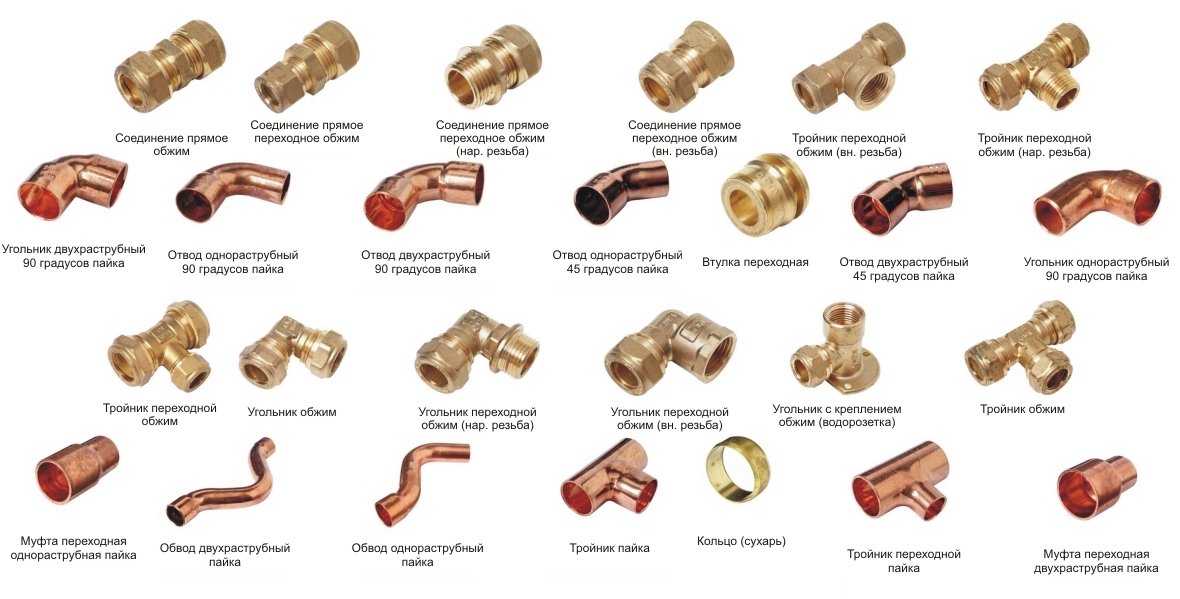
Цанговые фитинги можно разделить по назначению на:

Детали для газопровода имеют только одно уплотнительное кольцо на штуцере или не имеют такового. Пневматические фитинги по типу резьбы можно разделить на детали с трубной цилиндрической резьбой и на детали с конической резьбой.
По использованию фитинги делятся на три категории:
Как смонтировать металлопластиковый водопровод, используя цанговые зажимы
В быту металлопластиковыми трубами заметно потеснены аналогичные изделия из всех прочих материалов. Монтаж водопровода с использованием обжимных соединений превратился в самую распространенную из всех сантехнических операций. Проводится он в такой последовательности:

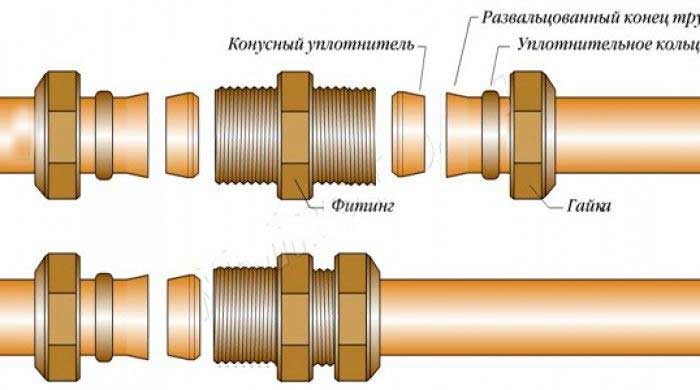
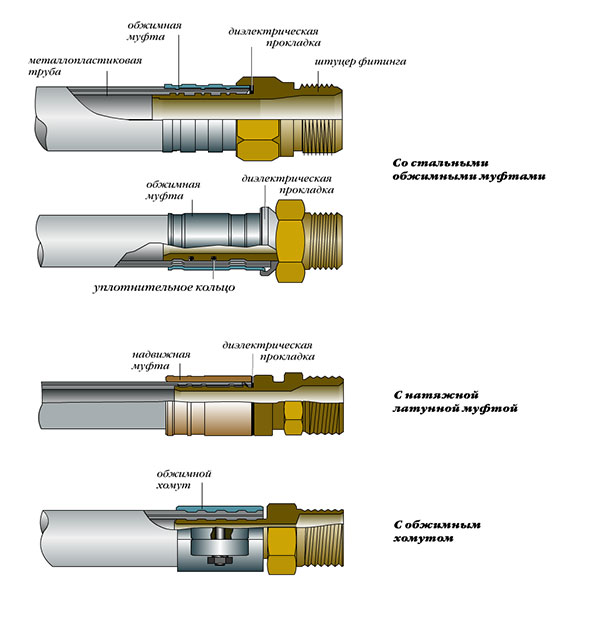





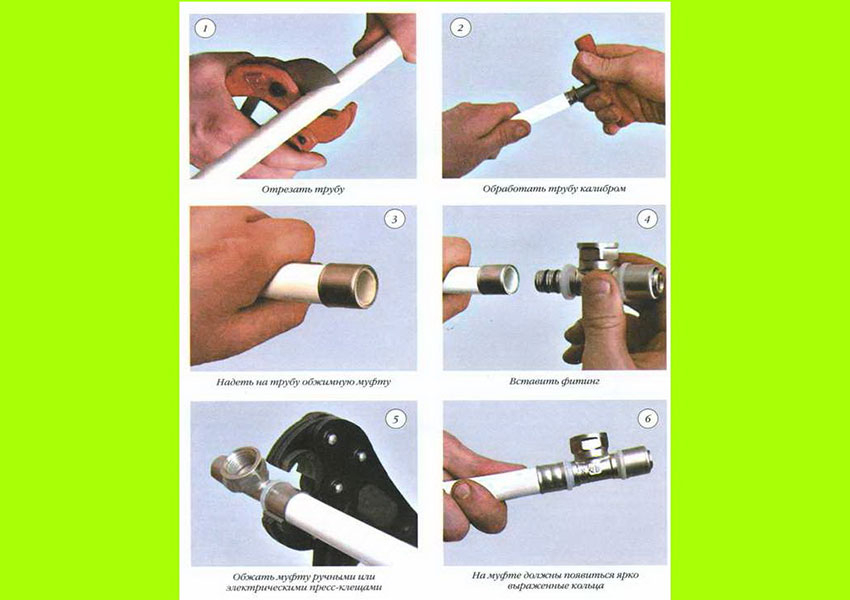
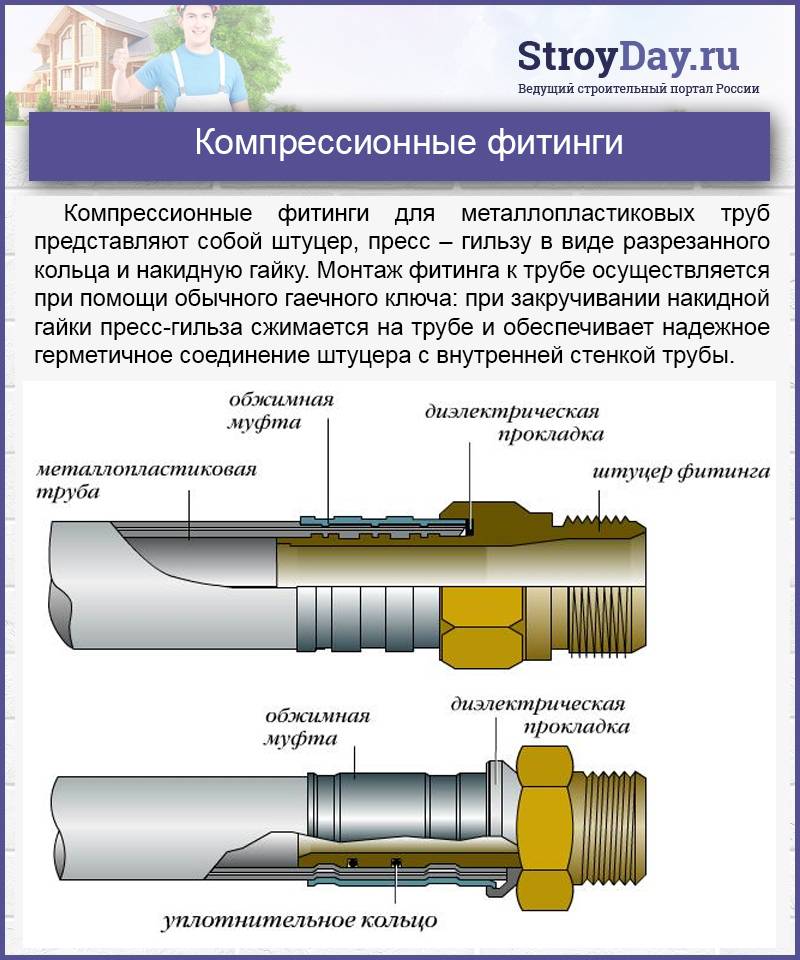
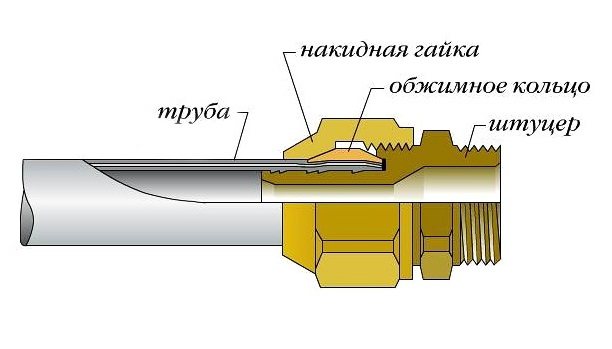
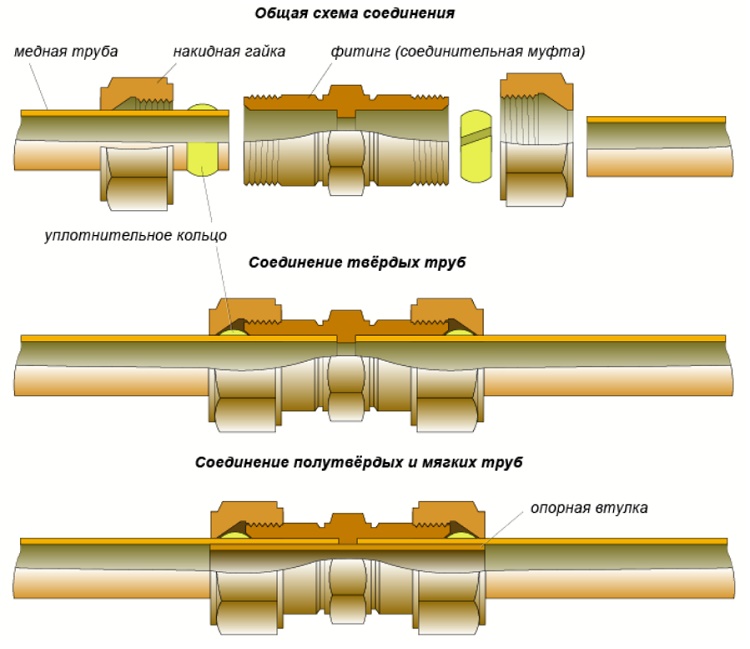
Отмеренный отрезок металлопластиковой трубы с помощью специальных ножниц или другого инструмента отделяют таким образом, чтобы срез был произведен относительно оси строго под определенным углом – в 90º. Для выправления примятого торца (восстановления профиля среза) и снятия фаски применяется калибратор. Образовавшаяся стружка и мусор удаляются. Сразу с двух концов производится разборка прямого цангового фитинга, скручивая контргайку с резьбового торца и снимая уплотнительное кольцо со штуцера. После завершения разборки на трубу сначала надевают гайку, а затем – уплотнительное кольцо. Торец вокруг штуцера смазывается силиконом. Труба надевается на штуцер, с максимально возможной плотностью прижимаясь к торцу фитинга. Операция требует аккуратности, дабы не повредить уплотнительные кольца. Соединение требуется надежно зафиксировать. Требуемая фиксация достигается перемещением уплотнительного кольца к торцу обжимного соединения и накручиванием контргайки на резьбу
Контргайку накручивают, соблюдая осторожность, чтобы не допустить выдавливания наружу уплотнительного кольца. Первые витки производятся без использования инструментов
Гаечный ключ применяется при обездвиженном предварительно фитинге до того момента, когда раздастся характерное поскрипывание. При этих звуках гаечный ключ откладывается в сторону, чтобы не испортить достаточно хрупкую контргайку.
 Монтаж металлопластикового водопровода с использованием цанговых зажимов
Монтаж металлопластикового водопровода с использованием цанговых зажимов
Избежав повреждений уплотнительных колец и контргайки, удается добиться герметичности обжимного соединения. Его разборка также не составит сложностей.
Виды соединений труб без сварки – какие бывают, плюсы и минусы
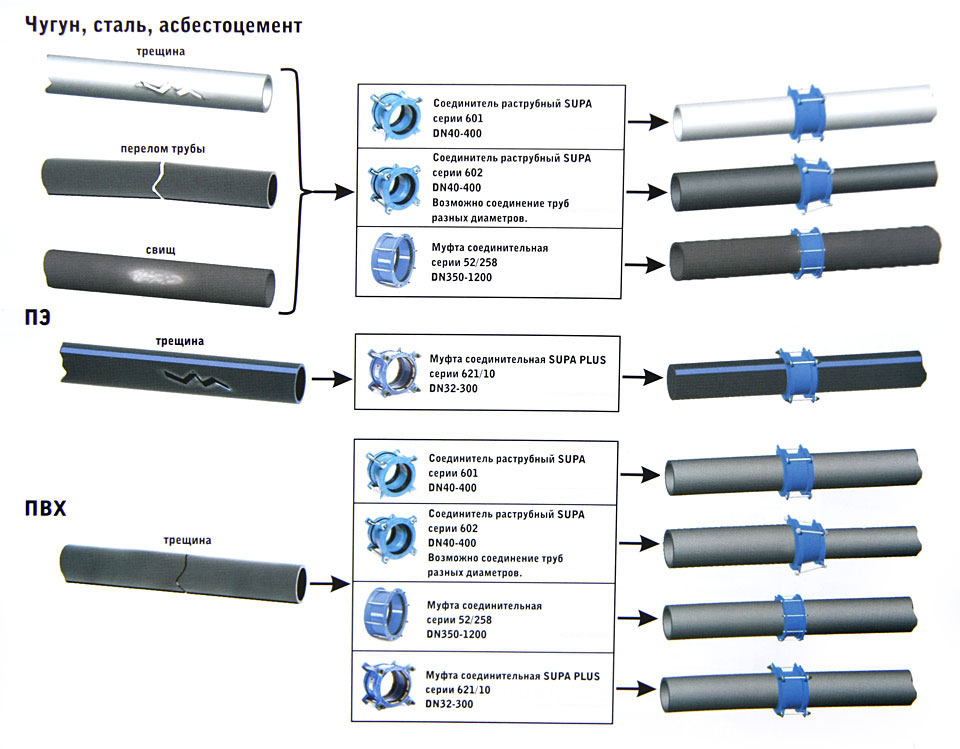
Безрезьбовое соединение металлических труб может быть реализовано следующими способами:
- С использованием переходных муфт.
- Применением фитингов Gebo.
- Фланцевыми болтовыми соединениями.
- Натяжными соединениями.
- Подключением с такими деталями как скобы или хомуты.
Каждый их перечисленных вариантов имеет свои оптимальные области применения. Например, соединение при помощи переходных муфт используется в системах пневматической сцепки подвижного состава (вагоны, платформы). Оно хорошо функционирует в условиях значительной запылённости и вибраций, но не рассчитано на длительное применение и требует постоянного регламентного обслуживания, которое и выполняется во время стоянок. В декоративных целях (изготовление оград или заборов) муфтовые соединения повышают привлекательность интерьера.
Муфты Гебо, конструкция которых запатентована торговой маркой Gebo GMBH (Германия), обеспечивают надёжный стык, но их производство трудоёмко, что негативно сказывается на себестоимости изделий (между прочим, стоит остерегаться подделок!). Пригодны далеко не все марки уплотнителей.
Соединения при помощи фланцев выполняются в соответствии с техническими требованиями ГОСТ 12820-80 и ГОСТ Р 55875-2013. Это облегчает взаимозаменяемость элементов при разборке. Основной недостаток фланцевых стыков – их массивность и необходимость в увеличенном монтажном пространстве.
Натяжные соединения надёжны только при высококвалифицированном их выполнении: нередки случаи разрушения элементов при несоблюдении правил затяжки.
Особенности правильного резьбового сочленения труб
Резьбовое соединение труб – это разъемное сочленение, которое выполняется при помощи спиральной или винтовой поверхности, называемой резьбой. Это соединение является одним из наиболее распространенных, поскольку обеспечивает герметичность, надежность соединений и отличается простым монтажом.
Чтобы соединить детали резьбовым сочленением, достаточно выполнить закручивание двух элементов, у которых имеется резьба подходящего диаметра. Для отсоединения деталей достаточно произвести обратные действия – просто раскручиваются детали.
Соединения на резьбе целесообразно выполнять на тех участках трубопровода, где вы можете осуществлять за ними периодический контроль, потому что резьба при длительной эксплуатации, а также по различным причинам, может ослабевать, в результате чего соединение перестает быть герметичным. В этом случае необходимо проведение ремонтных работ.
Резьбовой способ соединения труб.
Резьбу чаще всего накатывают на трубы, используя специальное оборудование, но некоторые мастера нарезают ее при помощи плашки своими руками. Это требует большого внимания и аккуратности, потому что в противном случае резьба будет неровной, а деталь – испорченной и негодной для дальнейшего использования.
Работу по нарезанию резьбы выполняют в следующей последовательности:
Отрезают деталь с нужными размерами, оставив припуск для резьбовой части. Затем трубу закрепляют в тисках таким образом, чтобы исключить ее прокручивание.
С большой аккуратностью и осторожностью плашку наживляют на торец трубы. Даже при небольшом перекосе может получиться кривая резьба
Нарезается нужное количество витков.
Чтобы облегчить процедуру, смажьте трубу машинным маслом. Если плашка застряла, значит, ей мешает стружка, образующая при нарезке резьбы. Для ее удаления сделайте один оборот назад, а потом продолжайте работу.



При нарезании резьбы на трубе, которая расположена близко к стенам или другим плоскостям, невозможно проводить инструментом полный оборот. Поэтому в этом случае можно воспользоваться плашкодержателями, имеющими храповые механизмы.
Выполняя резьбовое соединение труб, необходимо обязательно использовать уплотнение, иначе нельзя гарантировать герметичность соединений. Уплотнителем может быть специальная фумированная лента. Можно воспользоваться для этой уели традиционными пропитанными льном или пенькой.
Сантехнические соединения труб в своем большинстве выполнить довольно легко и быстро своими руками. При правильном соблюдении инструкции, эти работы выполняются с высоким качеством и относительной быстротой.
Главным условием является правильный выбор подходящего типа соединения и подбор всех элементов, которые для этого необходимы. Лишь при соблюдении этих правил вы получите надежное и прочное соединение труб.
admin
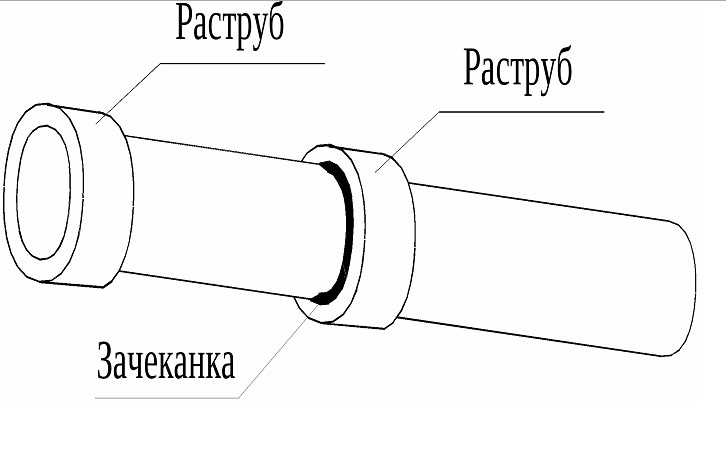
Метод соединения, при котором в расширенную часть одного колена вставляется торец другого, – распространенный прием монтажа водопроводов и канализационных систем. Раструб, то есть расширенная часть трубы, прочно и надежно стыкует узел без дополнительных сварочных швов.
Правила монтажа
Хотя соединить цанговыми фитингами как прямой, так и угловой стык очень легко, стоит все же знать некоторые правила.
Они позволят вам произвести монтажные работы без лишних затрат сил и времени.

Этапы монтажа и демонтажа обжимных цанговых фитингов
Для того, чтобы смонтировать трубопровод из пластиковых или металлопластиковых труб с использованием зажимных фитингов, вам понадобятся:
- Ножницы для порезки металлопластика. Если ножниц у вас нет, а объем работ небольшой, в их приобретении нет необходимости. Можно воспользоваться обычной пилкой по металлу. Однако срез, сделанный таким образом, нужно тщательно обработать разверсткой или крупной наждачкой.
- Калибратор. Данное оборудование нужно для придания срезу круглой формы, так как в процессе порезки труба может слегка сплюснуться. Роль калибратора вполне может выполнять металлический прут с круглым сечением.
- Гаечные ключи соответствующего диаметра. Можно так же использовать разводной или попковый ключ.
Читать также: Паяльная станция для чего предназначена

Монтаж фитинга на медную трубку
Подготовив все инструменты, трубы и необходимые фитинги, можно приступать к монтажным работам.
- Отрезаем от трубы, с помощью специальных ножниц или пилочки по металлу, нужный отрезок. Следим внимательно, чтобы срез был максимально прямой – перпендикулярный проходящему потоку.
- Зачищаем срез так, чтобы на нем не было заусениц.
- Развальцовываем с помощью калибратора до круглой формы.
- Надеваем на место среза гайку, а затем зажимное кольцо – цангу.
- Внутренний концовик с уплотнительными резинками вставляем в трубу. Для более легкого соединения и обеспечения целостности уплотнителей, место среза лучше смочить водой.
- Аккуратно руками накручиваем на резьбу зажимную гайку, притягивая ней цангу. Смотрите внимательно, чтобы не пошло никаких перекосов.
- Далее очень чувствительно поджимаем гайку с помощью ключа.
- Если вам попался некачественный соединитель и на гайке или другой его части появилась трещина, не пытайтесь закрыть на это глаза. Лучше замените фитинг сразу.
Монтаж цанговых фитингов (видео)
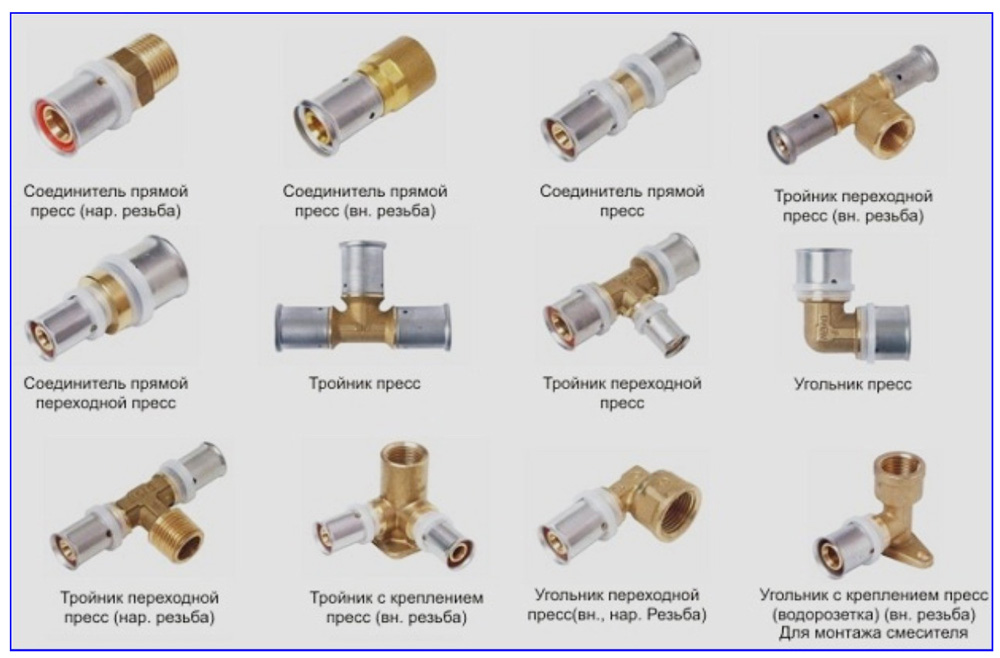
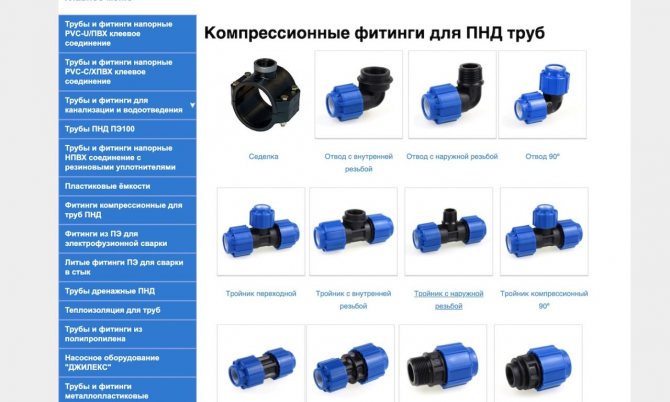
Фитинг – это переходник, соединяющий между собой участки трубопровода различного назначения. Он может соединять отрезки труб разного и одинакового диаметра, выполнять угловые повороты, разводки на несколько линий, а также подсоединять к системе различные элементы (краны, счетчики, фильтры). Наиболее оптимальными соединениями в плане цена-качество считаются пневматические цанговые фитинги.
Требования ко всем фитингам одинаковые: их надежность и прочность должна соответствовать прочности материала трубы, само соединение обладать высокой степенью герметичности.
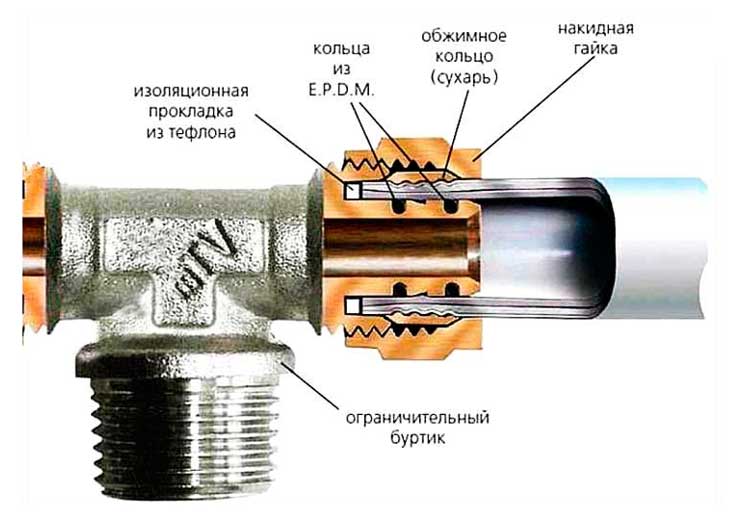
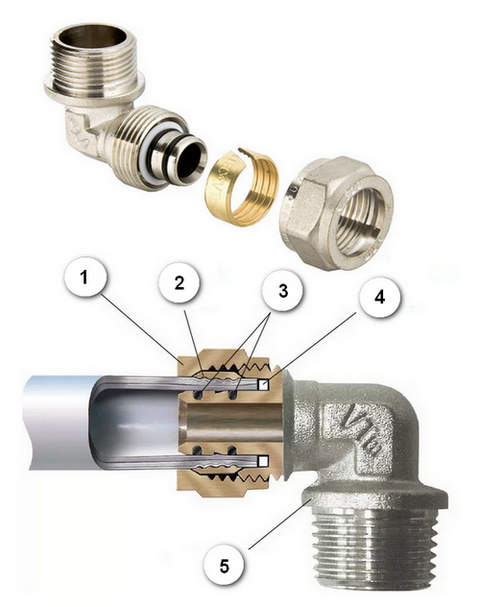
Что собой представляют цанга и фитинг
Чтобы понять, по какому принципу работают цанговые фитинги, необходимо в первую очередь разобраться в том, что собой представляют цанга и фитинг. Цанга, конструкция которой оптимально подходит для того, чтобы использовать ее для соединения деталей цилиндрической формы, – это металлическая втулка, на боковой стороне которой выполнены специальные разрезы, формирующие несколько пружинящих лепестков. Благодаря наличию таких лепестков цанга оказывает давление на внутренние стенки трубы, тем самым прижимая ее наружную поверхность к стенкам фитингового патрона. Фитинги цангового типа, действующие по вышеописанному принципу, часто называют зажимными.
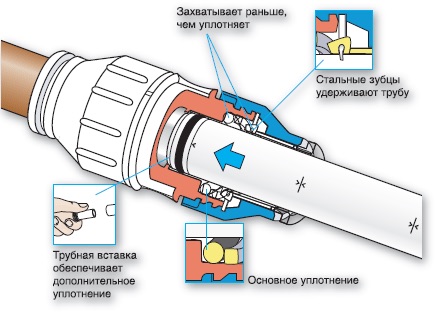
Схема соединения труб цанговым фитингом
Что касается фитинга, то под данным термином понимается соединительный элемент, используемый для создания трубопроводных систем различного назначения. Фитинги соответствующей конструкции применяются для решения различных задач, к которым, в частности, относятся:
- соединение труб одинакового и разного диаметра;
- создание в трубопроводных системах угловых соединений;
- соединение труб с различными сантехническими устройствами и оборудованием (краны, фильтры, счетчики, насосы и др.).
Основные типы цанговых фитингов
Высокая надежность, которой отличается цанговый зажим для труб, обеспечивается не только самой цангой, оказывающей давление на их внутренние стенки, но и внешней крепежной гайкой
Трубопровод, созданный с использованием таких соединений, отличается высокой надежностью, долговечностью и, что особенно важно, герметичностью
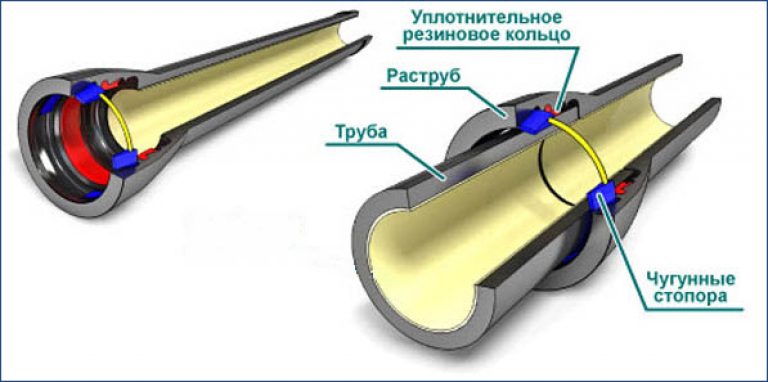
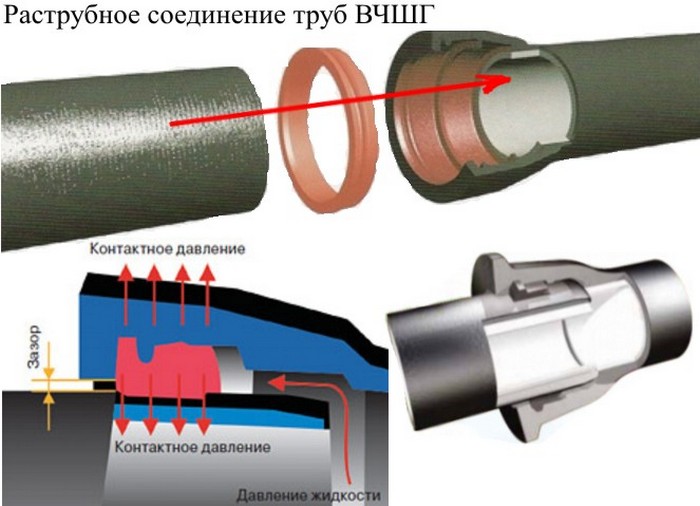
Раструбный способ соединения
Раструб — это монтажное расширение, предназначенное для создания надежного соединения. Принцип основан на том, что в трубу большего диаметра вставляют конец трубы, имеющей меньшее сечение. Герметизируют соединение путем использования уплотнителя, помещаемого в раструб или склеивания составом, устойчивым к воде.






Соединение такого типа применяют при монтаже самотечных трубопроводов как для внутренней, так и наружной системы канализации, напорных наружных водопроводов и канализационных сетей
В зависимости от материала труб и их диаметра выбирают один из нескольких существующих вариантов раструбного сочленения: с уплотнительным кольцом, без кольца, сваркой, склеиванием.
Соединение без уплотнения кольцом
Без уплотнительного кольца чаще всего соединяют чугунные трубы. Вставляемую трубу укорачивают, обрабатывают торец так, чтобы в нем не осталось зазубрин и тещин. В раструб вставляют хвостовую часть сочленяемой трубы.
Получившийся зазор заполняют канатом из промасленной пеньки или льняными просмоленными прядями. Вначале уплотнитель укладывают кольцом и зачеканивают в раструбе, постукивая молотком по специальной деревянной лопатке или отвертке
При этом важно следить, чтобы концы материала не попали внутрь трубопровода
Продолжают послойную укладку уплотнителя до заполнения раструба на 2/3 его глубины. Для последнего слоя используют ничем не обработанный уплотнитель, т.к. масла или смола ухудшат адгезию при заполнении оставшегося в раструбе пространства цементом.
Для получения раствора нужен цемент марок 300 – 400 и вода для его разведения. Компоненты берут в соотношении 9:1. Цемент втрамбовывают в раструб и укрывают мокрой тряпкой для лучшего схватывания.
Наиболее качественная заделка — использование расширяющегося цемента. Его приготавливают перед самым применением путем добавления в емкость с основным компонентом воды в пропорции 2:1 с дальнейшим тщательным перемешиванием и заливкой в раструб. При затвердении цемент самоуплотняется и становится полностью водонепроницаемым
Иногда вместо цемента используют асбоцементную смесь, изготовленную из цемента М400 и качественного асбестового волокна в соотношении 2:1.
Воду добавляют непосредственно перед укладкой в количестве около 11% от веса сухой смеси. Вместо уплотнителей на основе цемента практикуют применение битумного, силиконового герметиков, глины, последний слой которой укрепляют путем нанесения битума или масляной краски.
Соединение раструбом с уплотнительным кольцом
Такой метод при устройстве внутридомовой канализационной системы применяют наиболее часто. Кольцо из резины, зажатое между раструбом и вставляемой в него трубой, дает герметичное соединение. Поэтому способ не только простой, но и надежный.
Уплотнительное кольцо в некоторой степени сглаживает перепады осей между двумя соединяемыми трубами. Однако это только в том случае, если оси на каждом метре составного трубопровода смещены на величину, не выходящую за пределы толщины стенки трубы.
Если это условие нарушено, то повышается вероятность появления протечек в результате неравномерного деформирования уплотнения.
Порядок соединения труб раструбом. Стыкуемые детали очищают от грязи и пыли. Чтобы не повредить уплотнительное кольцо при установке, гладкий конец трубы предварительно смазывают мылом, глицерином или специальной силиконовой смазкой. Масла для этой цели применять нельзя. Кроме смазки, защитит кольцо от повреждений фаска, выполненная на стыковочном конце трубы меньшего диаметра под углом 15⁰
Чтобы определить глубину вжима свободного хвостовика трубы в раструб, уплотняющее кольцо временно снимают. Затем, поместив трубу в раструб до упора, отмечают то место, где вставляемая часть соприкасается с раструбом.
При монтаже трубу немного выдвигают по отношению к отметке — на 0,9 – 1,1 см. Это расстояние позволит уравновесить внутренние напряжения, появляющиеся в системе при температурных колебаниях.
Перед размещением кольца рекомендуется окунуть его в мыльную воду и немного сжать. Это значительно упростит его вставку в углубление раструба. С целью сведения до минимума величины перекоса, отдельные производители стали выпускать фитинги с углом 87⁰ вместо 90⁰. Труба входит в раструб под уклоном и кольцо не перекашивает.
Если есть необходимость в соединении труб, изготовленных из материалов разного рода, применяют переходные патрубки. Такой размер патрубка, как внутренний диаметр должен соответствовать наружному сечению подсоединяемой трубы. В случае сочленения раструба полимерной трубы с трубой из чугуна на конец второй накладывают двойной уплотнитель и монтируют патрубок.
Система внутренней канализации из ПП труб
Трубы из полипропилена и аналогичные фасонные фитинги могут применяться при укладке хозяйственно-бытовых канализационных систем, максимальная температура стоков в которых не превышает 80 градусов (возможно кратковременное, не более 1 мин, повышение температуры до 900).
ПП трубы, в отличие от других пластиковых изделий, подлежат к использованию в системах отвода химически агрессивных веществ, показатель pH (щелочность) которых варьируется в диапазоне 2-12, однако перед укладкой канализации необходимо выполнить проверку устойчивости материала, поместив его на сутки в рабочую среду.
Производство и применение ПП труб регламентируется нормативами СНиП №2.04.01 и СП № 40.107. Используемые изделия должны иметь соответствующие сертификаты и акты на соответствие санитарным требованиям.
Полипропиленовые трубы для канализации имеют следующие эксплуатационные преимущества:
- невосприимчивость к коррозии, стойкость к большинству химически агрессивных жидкостей;
- идеально гладкая внутренняя поверхность, не подвергающаяся зарастанию и сохраняющая первоначальное проходное сечение и гидравлические характеристики на протяжении всего срока эксплуатации;
- минимальный вес, облегчающий хранение и транспортировку, а также монтаж канализационных коммуникаций;
- простое соединение посредством раструбов, на которых предусмотрены уплотнительные кольца, обеспечивающие герметичность стыковки;
- верхняя температурная граница ПП труб составляет 95 градусов, что превосходит возможности пластиковых аналогов – трубы полиэтиленовые канализационные выдерживают не более 650;
- наличие обширного сортамента фасонных изделий – уголков, крестовин и переходников, что позволяет выполнить монтаж канализации любой конфигурации.
Срок службы внутренней канализации из ПП труб, при соблюдении режима эксплуатации, превышает 50 лет.
Типоразмеры и технические характеристики
Полипропиленовые канализационные трубы производятся согласно ГОСТ №26996, в котором указаны требования к материалам и итоговым характеристикам изделий.
ПП трубы поставляются на рынок в диаметре 200, 160, 130 110, 80, 50, 40 и 32 мм – изделия диаметром 110 мм и более применяются для монтажа стояков и наружной канализации, 80 и 50 мм – для разводки канализации внутри дома. Длина изделий может составлять 3, 2, 1, 0.75 и 0.5 метров. ПП изделия не имеют эластичности и не гнуться, что не позволяет реализовывать их в бухта длиной 50-100 м, как выпускается труба полиэтиленовая канализационная.







Полипропиленовые трубы и фасонные элементы
Рассмотрим технические характеристики ПП труб (в скобках для сравнения указаны аналогичные параметры полиэтиленовых изделий):
- максимальная температура, приводящая к деформациям +1500 (ПЭ: +1320);
- плотность материала – 0.9 (ПЭ – 0.95) г/см3 ;
- устойчивость к нагрузкам на разрыв – 35 (ПЭ – 29( Н/мм2);
- предел текучести – 25 (ПЭ – 18.1) Н/мм2;
- коэффициент линейного расширения – 0.15 (ПЭ – 0.19) мм/м;
- номинальная теплоемкость (при температуре +200) – 2 (ПЭ – 1.9) кДж/кгс ;
- номинальная теплопроводность (+200) – 0.24 (ПЭ – 0.36) Вт/мс.
Диаметры используемых для обустройства канализационной системы труб указаны в ГОСТ №21.604.82 “Водоснабжения и канализация”. Согласно данному нормативу, для укладки сточных коммуникаций необходимо использовать изделия следующих размеров:
- унитаз – 100 мм (внутренний диаметр);
- ванна либо душевая кабина – 50 мм;
- мойка на кухне – 50 мм;
- раковина в ванной комнате – 40 мм;
- комбинированный слив в ванной – 60 мм;
- бытовое оборудование (стиральная и посудомоечная машина) – 25 мм;
- разводка – 50 мм;
- основной стояк – 110 мм.





