

Засучим рукава
Из какой фанеры делают мебель заботливые родители в детской? Предпочтение отдают плитам на основе экологичного карбамидного клея ФК. ФСФ содержит смоляной фенолформальдегидный клей, по сути, это облагороженная ДСП.
Даже высокооборотистая циркулярная пила способна травмировать поверхность сколами. Прорезайте перед раскроем декоративный слой шпонитованной фанеры острым ножом-косяком, рекомендуют ассы – и припуск на обработку не нужен.
Табурет надёжен и эргометричен
Попробуем освоить высший пилотаж: обойдёмся с упругими листами как с пластилином. Мебель из гнутой фанеры привлекает кажущейся сложностью. Табурет на фото внизу удивляет крутыми изгибами без вреда для материала. В чём фокус? В знании физических свойств материала, с которым работаешь.
Секрет прост, освоен дедами на коромыслах и дугах. Заготовки из трёхслойной фанеры обильно промазываются клеем, вкладываются в криволинейную пресс-форму, обшитую металлом.
Простейший винтовой пресс либо струбцины постепенно стягивают половинки пресс-формы. Ускорение полимеризации клея обеспечивается нагревательными элементами, расположенными в теле пуансона и матрицы.
Предохранительная плёнка защищает оснастку от потёков избытка клея. На заднем плане фото видны готовые гнутики. В случае с табуретом, чтобы заготовки не ползли по конической поверхности, потребуется установка упоров. Самодельная мебель требует основательного оснащения. Приспособления – это и скорость, и качество.
Важно: чтобы сохранить деформационные изменения, заготовки последовательно накладываются вдоль и поперёк. Сложно на первый взгляд. Сложно на первый взгляд
Сложно на первый взгляд
Варианты самоделок
На основе фанеры вполне можно изготовить приличный токарный станок. Для работы понадобятся, кроме самого материала, следующие элементы:
- клей;
- пила циркулярная и пила торцовочная;
- карандаш или маркер, линейка (для отметок);
- фиксирующие струбцины;
- подшипники, краска, шурупы, шуруповерт;
- пластина из металла, электродвигатель и шкив;
- ряд других деталей.
Для формирования основания станка применяют клееную фанеру толщиной 1,2 см. После нарезки и склеивания заготовок края торцуют, а пазы используют для установки стоек. Переднюю бабку также делают из фанеры, в ней необходимо просверлить отверстие под подшипник. Некоторые гайки и шайбы целесообразно сажать на клей. Ширина платформы и направляющей части должна совпадать, причем качественно сделанная платформа с зажимами свободно ходит в двух плоскостях.
Изготовление задней и передней бабок не отличается. Обе они требуют специальной защиты. Крепить силовой привод нужно на доску, соединяемую с основанием при помощи петли. Чтобы сделать шпиндель, требуется приварить две гайки в шайбе, а потом проделать «зубы» в гайке. Станок обязательно окрашивают.
Из фанеры можно сделать, разумеется, еще и сверлильный аппарат. Поскольку он обычно рассчитывается на сравнительно небольшие заготовки, можно применять фанерные листы толщиной 1 см. Все детали требуется подгонять максимально плотно, чтобы не было визуально заметных разрывов
Важно: листовой материал плохо переносит грубые механические воздействия, поэтому стыковка частей на гвозди и саморезы будет плохой идеей, можно применять лишь шипы и пазы, да еще иногда клей ПВА для максимального упрочнения
Если планируется с помощью фанерного станка сверлить другие фанерные заготовки, требуется предусмотреть место для подкладки еще одного листа. В противном случае обрабатываемые изделия могут растрескаться и даже расколоться. Окрашивание аппаратов для сверления не слишком оправдано. Они подвергаются очень интенсивным вибрационным, тепловым и механическим воздействиям. А вот нанесение грунтовки очень даже полезно, особенно в мастерских, лишенных отопления.










Возможна и сборка фрезерных или деревообрабатывающих станков с ЧПУ. Траектория обрабатывающей части (как и в других типах) рассчитывается по трем осям. Если места в мастерской не хватает, можно использовать универсальные станины, рассчитанные на широкий спектр инструментов. Обычно рабочее поле составляет 60х90 см с вертикальным ходом 25 см.
Есть две основных схемы устройства любых фанерных самодельных станков. В одном варианте движется стол, а портал остается неподвижен, во втором – роли меняются. Первый способ позволяет упростить конструкцию, но пригоден лишь для очень малых рабочих столов. Поэтому на практике гораздо чаще используют подход с перемещением портала и неподвижностью стола. Но и во второй схеме могут быть частные варианты.
Прежде всего, они касаются использования единственного центрального или двух боковых приводов. Вариант с 2 приводами подходит для сравнительно громоздких конструкций. Он позволяет минимизировать риск перекашивания портала относительно направляющих. При этом вся сборка имеет отличную жесткость. Величина обрабатываемой области определяется теми задачами, которые предстоит решать.
Часто полагают, что геометрия портала, пропорции дистанции между осями и рабочими направляющими, промежутки между подшипниками могут быть рассчитаны только с учетом сопромата и точной механики. Это во многом верно, но базовые моменты доступны даже неспециалистам, а именно:
- уменьшение зазора над столом позволяет повысить жесткость конструкции;
- оси тоже следует делать жестче и не слишком большой длины;
- по возможности следует наращивать разрыв между направляющими по оси X, чтобы уменьшить ненормальное закручивание;
- центр тяжести портала должен соответствовать точке расположения фрезы и при этом оказываться между подшипниками оси Y (из-за этого часто вертикальные стойки изгибаются назад);
- требуется применять только приводные винты ШВП, дающие наименьший люфт;
- винт должен оснащаться парой независимых подшипников и присоединяться к мотору через гибкую муфту (тогда достигается баланс простоты и качества)
- сборка всех ключевых деталей может вестись на ящичных шипах (это куда эстетичнее, чем топорщащиеся во все стороны гайки).
Расчёт прибыльности и окупаемости производства
Если открывать производство нешлифованной фанеры нужно учитывать, что на изготовление 1м2 листового материала уходит около 1,6м2 древесины. Наиболее подходящим по эксплуатационным качествам материалом в данном случае будет берёза.
Если расчётный месячный объём производства составляет 50м2 и более, затраты на изготовление продукции будут примерно следующими:
- Аренда цеха – 90 000 руб.;
- Оплата труда сотрудников – 110 000 руб.;
- Сырьевая база с расчётом на месяц (берёза и клей) – 300 000руб.;
- Резервные средства – 40 000руб.
Средний показатель рентабельности производства фанеры составляет 40%, а значит, окупится это производство приблизительно за год.
Как делают фанеру
Технология производства включает множество процессов, поэтому в домашних условиях качественного результата добиться не получится. Но своими руками можно осуществить фанерование предметов интерьера или поделок.
Оборудование
Чтобы изготавливать листовые изделия, производство должно иметь соответствующее техническое оснащение с конвейерными линиями. Отбор и обработка шпона проводятся вручную.
Необходимое оборудование:
- Калибровочный и окорочный станок. Используются для очистки бревен. В линию дополнительно включается обрезочное устройство. Технология допускает применение различных модификаций с ваннами для мытья и размягчения.
- Специальная установка для лущения. Наиболее популярны автоматические станки, оснащаемые двойными телескопическими шпинделями, между которыми закрепляется заготовка. Процесс контролируется до получения нужного результата. Настройка оборудования позволяет получать шпон разной толщины.
- Гильотина или специальные ножи. Отвечают за обрезку получаемой ленты до нужной длины. Современные агрегаты выполняют работы самостоятельно, укладывая лущеный материал в стопы.
- Сушилка. Обеспечивает нужный уровень влажности без нарушения структуры. Чаще всего применяется устройство тоннельного типа.

На начальном этапе качество получаемого шпона зависит от станка, отвечающего за лущение древесины, и линии по сушке
- Комплексная установка для приготовления и нанесения клея. Модификация зависит от вида состава.
- Станки для последовательного склеивания слоев. В технологический участок включено оборудование для первоначального форматирования.
- Холодный и горячий пресс.
- Станки для обработки по длине и ширине.
- Шлифовальные и обрабатывающие устройства. Позволяют получить определенную разновидность плит (например, перфорированные изделия).

Установка по нанесению клея и пресс отвечают за монолитность изделия, а от качества подрезки и шлифовки напрямую зависит товарный вид фанерыТолько качественное и правильно настроенное оборудование обеспечивает производство фанеры, которая будет отвечать всем нормам ГОСТа и потребностям покупателя.
Процесс изготовления
Алгоритм действий:
- Сырье подается на линию калибровки и очистки, где с бревен удаляются сучки и отделяется кора. Материал нарезается на фрагменты нужного размера.
- Получившиеся чурки перемещаются в ванну с горячей водой. В жидкость могут добавляться дополнительные компоненты, отвечающие за сохранение или улучшение определенных свойств. Этот этап необходим, чтобы вся древесина пробрела одинаковую влажность. Также процесс значительно облегчает дальнейшую обработку.
- Бревна помещаются на лущильный станок и фиксируются между двумя валами, которые задают темп вращения. Находящиеся с краю лезвия осуществляют снятие шпона. Можно использовать и другие методы, но лущение является наиболее эффективным.
- Листовой или ленточный шпон помещается на раскроенный станок, где происходит формирование размера. Для этих целей можно применять гильотину или специально настроенные ножи, в зависимости от подачи сырья.
- Наступает этап сушки: передвигаясь по роликовой системе, материал последовательно обрабатывается горячим воздухом. Итогом должна стать продукция с остаточной влажностью 4–6%.
- Шпон подается на проверочный участок, где происходит устранение недостатков и сортировка. Хотя линия производства максимально автоматизирована, часть работы необходимо делать вручную. Сырье распределяется по размеру, осуществляется предварительная очистка и группировка в стопки.
- На материал для сердцевины наносится склеивающая смесь, сверху выполняется облицовка перпендикулярными пластами. Если требуется усилить структуру плиты, то добавляются дополнительные слои.
- Сформированные листы помещаются на участок прессования. В зависимости от используемого клея, применяется холодный или горячий способ. Первый вариант подразумевает сжатие слоев в течение 6 часов при постоянной температуре, второй – применение высокого давления и горячего пресса.
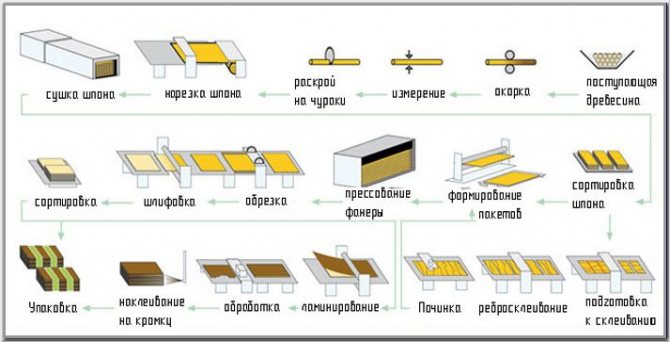
Практически на всех заводах схема линии по производству фанерного листа одна и та же, а качество конечной продукции зависит от технологического уровня оборудования, из которого состоит конвейер После этого осуществляется конечная обработка, которая позволяет получать материал с необходимой степенью отделки: шлифовка, ламинирование, покрытие различными декоративными составами.
Изготовление шпона своими руками
Изготовление шпона вполне осуществимо и в домашних условиях. Если имеется хотя бы небольшой навык обращения с деревом и некоторые инструменты – можно смело приступать к решению этой задачи. Чтобы изготовить своими руками пилёный шпон, необходим деревянный брус, на котором следует сделать вертикальную разметку линиями на расстоянии не более 12 мм. Далее, закреплённый на верстаке брус нужно распилить по разметке лобзиком или пилой.
Аналогичным способом можно получить строганный шпон. В данном случае заготовка обрабатывается с помощью электрического рубанка. Чтобы своими руками сделать лущёный шпон нужна заготовка цилиндрической формы. Заготовку следует закрепить так, чтобы она вращалась. Снимая по спирали слои древесины можно получить листы большого размера.
Область применения шпона довольно широкая – от производства мебели, декоративной фанеры, музыкальных инструментов, до отделки салонов автомобилей и круизных морских лайнеров. Отделка шпоном придаёт изделиям уникальность и привлекательность благодаря естественной красоте текстуры дерева. Ресурсы древесины ценных пород неумолимо уменьшаются, а использование шпона помогает экономить этот уникальный, дефицитный материал.










Как сделать мебель из фанеры в домашних условиях?
Существенное снижение издержек даёт использование собственного подсобного помещения.
В чём выигрываем:
- отсутствие издержек на арендную плату;
- законченный производственный цикл;
- инструментарий для производства фанерной мебели частично уже есть;
- себестоимость производства невелика.
Дизайнер, конструктор, столяр, снабженец и рекламный агент в одном лице – избыток обязанностей. Установка на компьютер программы PRO-100, Cutting – существенная помощь в моделировании и экономном раскрое материала.
Минимальный набор инструментов:
- дисковая пила с шиной;
- ручной фрезер;
- высокоскоростной электролобзик;
- ленточная и орбитальная шлифмашины;
- шуруповёрт с регулировкой усилия;
- промышленный пылесос.
Форматно-раскроечный станок для резки фанеры – идеальный вариант для собственного производства. При покупке бытовой модели проявление придирчивости к люфтам и жёсткости направляющих похвальны. Параллельность реза заготовок выяснится в процессе эксплуатации.
Шаблоны и приспособления дело наживное. На первом месте поиск собственного стиля и стабильных заказов, отработка технологии с исключением неоправданно трудоёмких операций. Кризис принуждает к удешевлению. Что это будет в итоге: домашняя мебель из фанеры, оснащение пунктов питания или детских учреждений покажет востребованность модельного ряда.

Ошибка: обработка внутренних остроугольных сопряжений вручную невыгодна
Как снять шпон для изготовления фанеры?
- Сначала следует подобрать качественную древесину – без сучков, дыр, червоточин и повреждений.Заготовка, с которой вы будете снимать шпон, должна быть круглой формы (например, подойдет бревно или нужно будет на точильном станке придать древесине форму цилиндра).Задействовав специальный станок, снимайте спиралевидный шпон с материала-основы.Старайтесь работать в одном ритме, чтобы получить шпон одинаковой толщины.
Сколько листов шпона в фанере и как их уложить
В зависимости от количества уложенных листов шпона складывается и суммарная толщина изготавливаемого листа фанеры. Минимальное число слоев – 3, максимальное – 25. В переводе на толщину – это диапазон от 3-4 до 40 мм.
Заметьте, что в фанерном листе всегда нечетное количество слоев шпона: 3, 5, 7, 9 и т. д. А шаг увеличения толщин составляет, как правило, до 3-4 мм: 12 мм, 15 мм, 18 мм.
Для достижения максимальной прочности фанерных блоков шпон укладывают таким образом, чтобы каждый последующий слой менял свое направление. То есть расположение волокон в них было строго перпендикулярным. Данный вариант укладки в разы укрепляет структуру материала, делая его намного мощнее и выносливее, чем натуральное дерево.
Юридическое оформление бизнеса
Чтобы открыть мебельный бизнес, необходимо зарегистрировать свою деятельность в государственных органах. Если планируется самостоятельно вести дела, то достаточно стать индивидуальным предпринимателем. Для оформления ИП потребуются копии паспорта/ИНН, заявление, квитанция об оплате госпошлины (800 руб.).
Для ООО подаются на регистрацию устав, протокол собрания, паспорт учредителя, заявление и подтверждение оплаты госпошлины (4 000 руб.). Взнос в уставной капитал составляет 10 000 руб.
Рекомендована упрощенная система налогообложения (УСН). Налогом облагается прибыль (15 % от разницы между доходом/расходом) или доход (6%). Рассмотрение заявки занимает до 4-х дней.
Вид деятельности согласно ОКВЭД-2:
- 31.09 «Производство прочей мебели».
- 47.91.2 «Торговля розничная, осуществляемая непосредственно при помощи информационно-коммуникационной сети Интернет», если планируется.
- 47.59 «Торговля розничная мебелью, осветительными приборами и прочими бытовыми изделиями в специализированных магазинах».
Общая технология
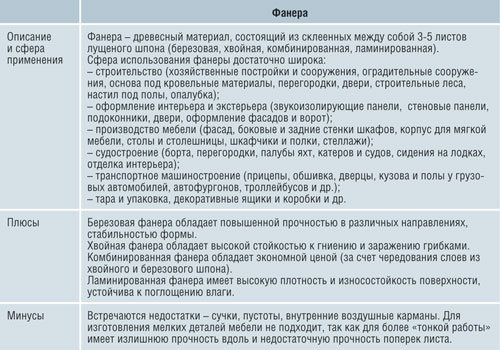
Таблица характеристики фанеры.
Делают фанеру по специальной технологии, которая включает в себя следующие этапы:
- Выполняется очистка бревен от коры, проводится обработка древесины специальной машиной. Сырье подвергается воздействию влаги и воды, нарезается на шпон с определенными размерами.
- Шпон раскраивается, после чего выполняется склейка, прессование слоев между собой.
- Проводится формовка стопки, листы обрезаются для получения необходимых параметров.
- Шлифовка может выполняться с 1 либо с 2-х сторон, в некоторых случаях проводится ламинирование. Для такой отделки используется пленка, она может иметь различный окрас.
- При необходимости выполняется облицовка.
Для изготовления листов используется шпон-рванина из различного типа древесины. При этом сырье подается в специальную машину, которая рубит материал, после чего транспортирует его для сборки листов и подготовки остального комплектующего. Размер шпона составляет 1,45 мм в толщину, при этом степень его отжима равна 15-20%. При обработке температура древесины составляет 25-35°C. Для рубки применяются специальные ножи, высота их установки составляет -0,24 по отношению к шпинделю, а угол заточки равен 55°










Важно соблюдать все показатели, так как от этого будет зависеть качество рубки
Что это такое?
Что делают сначала натяжной потолок или обои
Ламинированная фанера – это фанера, которая не боится воды и устойчива к механическим повреждениям благодаря специальной защитной оболочке, покрывающей её снаружи. Внутренние слои, как и у обычной фанеры, изготовлены из нескольких слоёв склеенного и спрессованного шпона (тонких срезов древесных стволов от 1 до 10 мм толщиной), ДВП или комбинации этих материалов. Для придания повышенной влагостойкости слои шпона также могут пропитываться водоотталкивающими составами.
Обычно технология создания ламинированной фанеры предполагает следующее:
- слои шпона пропитывают водозащитными и клеящими составами и соединяют методом горячего прессования (давление от 13 до 30 кг/см², температура – 130° C);
- поверхность полученного фанерного листа шлифуют и термическим методом наносят ламинирующую плёнку;
- торцы ламинированной фанеры защищают акриловым составом, иногда их тоже ламинируют, но это сильно повышает стоимость материала.
Какая бывает фанера?
Классификация по типу обработки:
- ФК. Влагостойкая продукция на карбамидных клеях. Назначение материала – обшивка внутренних конструкций, а также изготовление предметов интерьера и упаковочной тары. Плиты хорошо подходят для укладки на пол под ламинат и паркет в помещениях с высокой проходимостью.
- ФСФ. Фанера с повышенной влагостойкостью. Для производства применяется фенолформальдегидный клей. Материал обладает улучшенными свойствами, позволяющими размещать листы на участках, которые испытывают серьезные нагрузки. Высокие показатели влагостойкости обеспечивают долговечность и возможность использования для кровельных работ.
- ФБС. Бакелитовая фанера, пропитанная спирторастворимой смолой. Такая продукция выдерживает постоянные колебания температуры и устойчива к воздействию воды. Обработка также повышает сопротивляемость огню, что позволяет использовать изделие в разных условиях.
- ФБА. Изготавливается на основе альбумино-казеинового клея, отличается более высокими показателями экологической безопасности, но не обладает защитой от влаги.
- БВ. Для производства применяется бакелитовая водорастворимая смесь. Является альтернативой ФБС, но не имеет устойчивости к повышенной влажности.
- ФОФ. Улучшенная вариация ФСФ с облицовкой бумагой высокой плотности, пропитанной синтетическими смолами.
Для бытовых помещений наиболее подходящим материалом считается экологически чистая фанера марки «ФК», но при этом нужно учитывать вид клеящего состава, так как от него зависит уровень влагостойкости
Сорта продукции по качеству используемого для изготовления шпона:
- I – на поверхности встречается минимальное количество дефектов;
- II – допускается небольшое коробление, наличие трещин и вставки из древесины для исправления недостатков;
- III – имеет все описанные дефекты, а также червоточины размером до 6 мм;
- IV – продукция с множеством изъянов, разрешается неровность кромок не более 5 мм.
Для лицевой отделки используются высококачественные плиты Е(1), В(1) и ВВ (2), третий и четвертый сорта в основном идут на технические нужды
Размеры
Оптимальная толщина фанеры должна подбираться индивидуально. При оформлении чернового пола рекомендовано использование материала не тоньше 12 мм. Лицевая отделка при этом может производиться успешно и 10-миллиметровыми изделиями. Укладка в два слоя допускается, но надо четко понимать, нужен ли такой шаг. Для мастерских, заводских цехов, торговых центров и кинотеатров, других мест с высокой нагрузкой на пол предпочтительна толстая фанера (до 25 мм).
Наименьшее число слоев в фанере для пола – 3 слоя. Листы толщиной 12 мм делаются из 9 слоев. 16-миллиметровая продукция состоит из 11 проклеенных слоев. Стелить на пол фанеру толщиной менее 3 мм не рекомендуется. Под паркет толщиной 16 мм должна использоваться подложка слоем 1 см, для утолщенного (от 17 до 20 мм) нужна опора 1,2 см, а при использовании крупногабаритного паркета придется класть листы не тоньше 1,5 см.
Выкладка на лаги подразумевает использование еще более толстой фанеры – минимум от 18 мм. В практике отечественных изготовителей широко распространены 2 типа плит: стандартный и увеличенный формат. Типовое исполнение – это лист квадратной формы с гранью 1525 мм. Прямоугольные изделия имеют размер 2440х1525 мм.


Крупноформатные плиты иногда достигают длины 3660 мм. Типичные размеры ФК (в сантиметрах):
- 152,5х152,5;
- 127х152,5;
- 122х152,5.
ФСФ чаще всего кроят на плиты и листы:
- 150х300;
- 122х244;
- 125,2х305;
- 125х250 см.

Виды фанеры
Фанера — строительный материал из склеенных между собой слоёв древесного шпона — популярен и хорошо знаком даже людям далёким от строительства. Как правило, число слоёв нечётное — 3, 5, реже 7. Один из секретов прочности этого слоистого искусственного материала заключается в перпендикулярном расположении слоёв древесины относительно предыдущего слоя.
В зависимости от использованного клея и древесины фанера отличается разной прочностью и влагоустойчивостью. Есть несколько подходов к классификации: по клеевого составу, по исходному материалу и по назначению.
По клеевому составу:
- Альбуминоказеиновый клей, ФБА. Самая экологически чистая, но не устойчивая к воде разновидность.
- Карбамидный клей, ФК. Не содержит вредных веществ, немного более влагостоек относительно предыдущего вида.
- Меламиновый клей, ФКМ. Листы, изготовленные с помощью такого клея, подходят для отделки жилых помещений, потому что не содержат вредных веществ, но в то же время недостаточно устойчивы к воде, чтобы использоваться там, где есть повышенные требования к влагоустойчивости.
- Фенолформальдегидный клей, ФСФ. Не подходит для жилых помещений и мебели из-за высокой концентрации вредных веществ, зато очень устойчив к воде.
- Бакелитовый клей, ФБ. Не только самый водостойкий, но и выдерживает воздействие агрессивной среды. Стоимость бакелитовой фанеры значительно выше, чем у других видов.

Фанера — популярный строительный материал из дерева, клея и защитной плёнки
По назначению:
- Мебельная. Очевидно, используется для изготовления корпусной мебели, столов и стульев, каркасов мягкой мебели. Сюда относятся только полностью безопасные разновидности материала, так как предполагается длительный и постоянный контакт с людьми.
- Строительная. Для внутренних строительных работ, перегородок, полов, каркасов натяжных потолков. Также должна быть экологически безопасной.
- Авиационная. Исключительно с помощью фенолформальдегидного клея. Прочность авиационной фанеры сопоставима со сталью. Используется не только для авиастроения, но и для судостроения, а также в автомобильной промышленности.
- Опалубочная. Используется для возведения вспомогательных конструкций при строительстве бетонных и железобетонных конструкций.
- Декоративная. Отличается красивой фактурой, сохраняет «натуральный» рисунок дерева. Применяется в дизайне помещений и в мебельном производстве.
- Транспортная или автомобильная. Ещё одна разновидность с фенолформальдегидным клеем и высокой прочностью. Требуется для отделки или изготовления деталей грузовых автомобилей.
Технология производства фанеры
Технология производства фанеры сегодня подразумевает минимальное использование ручного труда. Большинство операций в технологическом процессе проводится станками и роботизированными линиями. Но, даже при таком высоком уровне развития оборудования для производства фанеры без профессиональных кадров не обойтись.









Самые ответственные операции в процессе производства – отбор древесины, выбраковка, подбор качественного шпона проводится вручную. А вот среди необходимого оборудования для производства фанеры должны быть:
- окорочной станок;
- ванна для замачивания заготовок;
- лущильный станок;
- гильотина;
- туннельная сушилка;
- станок для нанесения клея;
- линия для склеивания;
- прессы для холодного и горячего склеивания;
- форматно-раскроечный станок;
- шлифовальная установка.

Это далеко не полный перечень оборудования для производства. Для расширения ассортимента продукции в перечень оборудования можно включить и станок лазерной резки материала, и станок для фасонной формовки изделий.
Заготовка древесины для получения фанеры
Для получения продукции самого высокого качества требуется отбор самого качественного сырья. Лучшим сырьем считается липа и береза. Из лиственных пород получается продукция среднего качества. А вот из хвойных обычно получается продукт самого низкого качества, используемый в строительстве как технологический материал для опалубки или возведения временных конструкций.
Перед тем как поступить на лущильный станок, древесина сначала пропаривается или погружается в бассейн с горячей водой. Это необходимо для того, чтобы из дерева были удалены смолы и деготь, а сами волокна стали более пластичными.
Процедура изготовления и отделки шпона
После пропаривания, заготовки поступают на лущильный станок. Здесь бревно зажимается как в токарном станке в двух центрах, и начинает вращение вокруг оси. Нож шириной во всю длину бревна начинает снимать шпон. Эта процедура напоминает разматывание рулона бумаги. Только вместо бумаги получается полотно из шпона толщиной 1-1,4 мм. В изготовлении фанеры высокого качества необходимо чтобы шпон был одной толщины по всей длине отрезка.

Стадии производства фанеры
Фабричное производство фанеры разных видов, на некоторых этапах немного отличается, но основной технологический процесс ее изготовления остаётся все тем же.
Существуют следующие этапы производства:
- Подготовка древесины.
- Заготовка шпона.
- Склеивание шпона в листы.
- Нанесение защитного и облицовочного покрытия.
Заготовка древесины для получения фанеры
Для производства фанеры используется шпон из лиственных пород и хвойной древесины. Для наружных слоев предпочитают березу, реже граб, тополь, бук и ольху. Цена березового шпона в закупке материала, является самой дешевой, потому она и обрела такую популярность среди производителей. Граб, тополь, бук и ольху считают дорогостоящими материалами, потому их используют для производства шпона по индивидуальным заказам. С хвойных пород деревьев, часто изготавливают внутренний слой, из-за хорошей прочности и небольшой стоимости этой древесины в закупке.
Привезенный материал в первую очередь проходит калибровку на специальном станке. Снимаются все излишки, сучки и кора в результате достигается ровный круг на срезе в соотношении с центром древесины. Длинные бревна разрезаются на одинаковые чурки и направляются на этап варки.
Размягчённое в воде бревно легче поддается лезвиям станков, это в несколько раз ускоряет процесс нарезания и сохраняет длительное время податливость материала.
В воду могут добавлять вещества, придающие будущим изделиям дополнительные свойства. Как только древесина равномерно пропитываться влагой, ее отправляют на этап изготовления шпона.
Процедура изготовления и отделки шпона
Шпон для производства фанеры
Подготовленные бревна загружают в специальные установки, фиксируя их между тремя валиками и, с помощью лезвий срезают листы или ленту шпона. Валики одновременно фиксируют и вращают бревна с заданной скоростью. Размеры определяют в зависимости от технических характеристик лущильного станка и размеров готовой продукции. Листы складывают в стопки, а ленту сматывают в рулон.
Далее, шпон загружают в форматно-раскроечный станок, с которого выпускают ленту и ножами нарезают ее на листы требуемых размеров. Весь процесс автоматический и настраивается оператором станка.
Сушка проводится в специальных закрытых помещениях, с автоматическим контролем температуры. Горячий воздух стараются распределять неравномерно, чтобы разделить сушку на несколько последовательных этапов. Рулоны или листы в подвешенном состоянии перемещают по многоэтажной роликовой системе. Это позволяет провести процесс сушки максимально эффективно с соблюдением всех временных ограничений. Влажность шпона должна быть – от 4 до 6%.
После сушки, шпон проходит ОТК. Контролеры и рабочие удаляют все дефектные участки, листы сортируют согласно требуемым размерам и влажности. Готовый элемент отправляют в цех производства фанеры.










Цех по производству фанеры
Что это такое?
Что делают сначала натяжной потолок или обои
Ламинированная фанера – это фанера, которая не боится воды и устойчива к механическим повреждениям благодаря специальной защитной оболочке, покрывающей её снаружи. Внутренние слои, как и у обычной фанеры, изготовлены из нескольких слоёв склеенного и спрессованного шпона (тонких срезов древесных стволов от 1 до 10 мм толщиной), ДВП или комбинации этих материалов. Для придания повышенной влагостойкости слои шпона также могут пропитываться водоотталкивающими составами.
Обычно технология создания ламинированной фанеры предполагает следующее:
- слои шпона пропитывают водозащитными и клеящими составами и соединяют методом горячего прессования (давление от 13 до 30 кг/см², температура – 130° C);
- поверхность полученного фанерного листа шлифуют и термическим методом наносят ламинирующую плёнку;
- торцы ламинированной фанеры защищают акриловым составом, иногда их тоже ламинируют, но это сильно повышает стоимость материала.
Советы профессионалов по укладке фанеры
Работа с этим материалом имеет свою специфику и целый ряд особенностей, начиная от выбора листов и заканчивая их укладкой и шлифовкой. Даже опытным мастерам пригодится подборка профессиональных советов, которые помогут предотвратить ошибки при выборе материала и укладке фанеры на пол:
- Желательно исключить соприкосновение в одном месте 4 листов.
- Правильно рассчитывайте Ширину шага между лагами: она должна составлять 0,5 м стороны квадрата.
- Когда фанеру укладываете в качестве основы под ламинат/паркетную доску, толщину листов берите меньше толщины чистового покрытия.
- Если используете фанеру невлагостойкую, не забудьте положить слой гидроизоляции.
- Саморезы должны быть в 2,5-3 раза длиннее толщины листа.
- Фанеру нельзя стелить в комнатах с высоким % влажности, в том числе влагостойкую.
В видео наглядно о том, как стелить фанеру на пол:





